
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 9. Посадка. Схема посадки металла.
Посадкой называется операция по изменению формы заготовки, в результате которой сокращается длина кромки с одновременным ее утолщением.
Схема посадки металла приведена на рис. 201. Для получения детали заготовку (рис. 201, а) предварительно выгибают по радиусу r, а затем по радиусу R. Очевидно, что длина кромки ab (рис. 201, б) больше длины дуги а1b1. Треугольники материала, показанные на рис. 201, в, при изгибе образуют гофры. Если эти гофры осадить, то получится утолщение кромки. Следовательно, при постоянном объеме материала утолщение исходного материала вызывает сокращение длины кромки.
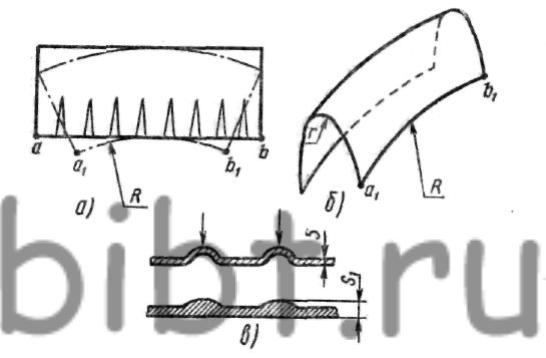
Рис. 201. Схема посадки металла:
а - предварительно согнутая заготовка, б - полученная посадкой деталь, в - гофры до и после посадки
Таким образом, сущность посадки заключается в образовании гофров и дальнейшей их осадке.
Ручная посадка металла осуществляется в два приема: гофрирование и посадка гофра. Гофрирование производят в той части заготовки, которую нужно посадить. Эта операция производится гофрилками или круглогубцами. Гофры делают невысокими с целью предотвращения складок и трещин при дальнейшей осадке. Оптимальный размер гофра должен иметь высоту, равную его ширине. Располагают гофры равномерно по длине борта заготовки.
Посадка применяется при подготовке заготовок под штамповку, при доводке отштампованных деталей и при ручной выколотке. Посадку производят деревянными, металлическими или текстолитовыми молотками на плите, скребке или конце рельса.
Первые удары наносят по высокому краю гофра для того, чтобы удержать остальную его часть от распрямления. Затем легкими и частыми ударами посаживают гофр, начиная с низкой части и переходя к борту. Посадку выполняют наводильным молотком (заостренным), проглаживание - гладильным молотком.
Рабочие части гофрилок, молотков, концов рельса, скребков и плит должны быть тщательно отполированы во избежание повреждения обрабатываемой поверхности. Так как материал при посадке сильно нагартовывается, то после посадки его подвергают отжигу, после которого можно вести повторную посадку. Посадку повторяют до получения нужных размеров детали. Процесс ручной посадки сложен, требует высокой квалификации жестянщика и связан с многократной термической обработкой, поэтому этот процесс заменяют механизированной посадкой.