
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 10. Разводка металла - медницкая операция.
Последовательность изготовления профиля с двумя отогнутыми концами.
Разводка металла является медницкой операцией. Образование кромки на заготовке при разводке происходит за счет пластической деформации, характеризующейся тем, что волокна обрабатываемого металла удлиняются, а кромка в местах разводки утоняется. Величина утонения кромки в местах разводки зависит от свойств металла, его толщины, размеров кромки, угла и радиуса закругления.
Разводку применяют при изготовлении профилей с одной или двумя кромками, а также при изготовлении деталей, у которых кромки расположены по выгнутой кривой, например кронштейны подвески самолетного трубопровода, бандажи вентиляционных магистралей, боковины отводов прямоугольного сечения и пр.
Ручную разводку выполняют при помощи деревянных, текстолитовых и металлических молотков простой и фасонной формы на специальных стойках и различных оправках. Рабочие поверхности инструмента для разводки должны быть чистыми, гладкими, тщательно отполированными.
На рис. 202 показана последовательность изготовления профиля с двумя отогнутыми концами. Заготовку профиля устанавливают на оправку так, чтобы обрабатываемая часть лежала на рабочей части приспособления всей плоскостью. Заготовку удерживают левой рукой, плотно прижимая ее к поверхности рабочей части оправки. Затем наносят удары по наружному краю кромки равномерно и таким образом, чтобы под ударами находилась площадь в 3/4 ширины кромки.
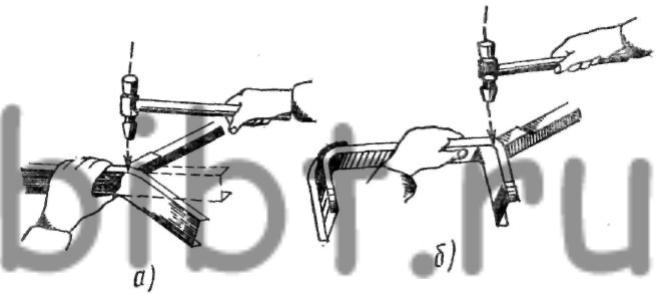
Рис. 202. Последовательность изготовления профиля с двумя отогнутыми концами ручным способом:
а - начало разводки, б - окончание разводки
После ряда последовательных и равномерных ударов заготовка начинает слегка изгибаться. Нельзя наносить удары по одному и тому же месту, так как это может привести к образованию трещин. Нагартованную заготовку отжигают. Чередование разводки и отжига выполняют до тех пор, пока профиль не будет отвечать требованиям чертежа. В процессе разводки кромки заготовки неоднократно правят, предотвращая появление волнистости и трещин.
Механизированную разводку осуществляют на профилеразводочных станках деформированием между верхним и нижним бойками.
Кромку, установленную на нижнем бойке, деформируют последовательными ударами верхнего бойка. Металл деформируемой кромки перераспределяется по длине, что и ведет к удлинению кромки за счет ее утонения.
При разводке очень важно правильно установить зазор между рабочими поверхностями бойков. Зазор на толщину кромки устанавливают при помощи ручного привода или ножной педали. Уменьшают зазор между бойками кратковременными (0,5 с) нажатиями на педаль. Каждое нажатие на педаль дает уменьшение зазора примерно на 0,08 мм, при условии поворота храпового колеса на один зуб.
Силу удара при разводке регулируют так, чтобы к концу разводки кромка незначительно отличалась от своей первоначальной толщины. Если за один проход кривизна получается недостаточной, то разводку производят вторым проходом. Для получения местной повышенной кривизны увеличивают деформацию кромки, слегка нажимая на педаль.
Для увеличения зазора между бойками нажимают на рукоятку храповика и держат ее нажатой до установления требуемого зазора. Держать ногу на педали долгое время нельзя, так как это приведет к уменьшению толщины кромки. После разводки на прессе кромки правят на наковальне или скребке. Правкой должны быть сглажены на кромке все неровности и шероховатости.