
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. Типовой технологический процесс изготовления паяно-клепаного бака.
Основные части бака : обечайка, днище, перегородки, отстойник, сливная и заливная горловина.
Паяно-клепаные баки для воды, масла, бензина, керосина и других жидкостей в зависимости от конструкции машины бывают самой различной формы и емкости.
На рис. 203, а-г показано изготовление паяно-клепаного бака. Основными частями бака являются: обечайка, днище, перегородки, отстойник, сливная и заливная горловины.
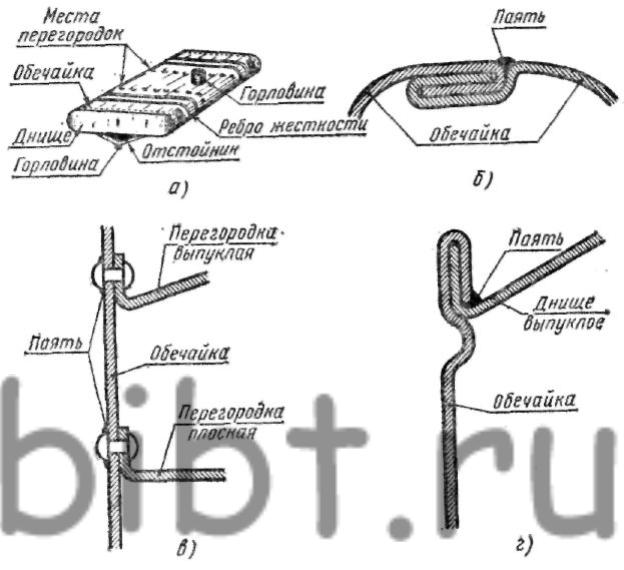
Рис. 203. Изготовление паяно-клепаного бака:
а - бак, б - соединение кромок обечайки, в - соединение перегородки с обечайкой, г - соединение днища с обечайкой
Технологический процесс изготовления бака состоит из операций: правки, разметки, разрезания, гибки, сверления, клепки, пайки и испытания на герметичность.
Обечайки таких баков изготовляются из оцинкованной стали толщиной от 0,5 до 1 мм. При изготовлении обечаек пользуются деревянным макетом, который служит для раскроя листов на заготовки и проверки размеров. Заготовки обечаек гнут на листогибочных валковых станках, затем по узкой стороне соединяют швом в замок (рис. 203, б) и припаивают.
Днища баков бывают плоскими и выпуклыми. Выпуклые днища при изготовлении вручную получают выколоткой, отбортовкой, разводкой и посадкой. Изготовленное днище выглаживают на выколоточном молоте, проверяют по шаблону, обрезают края и опиливают напильником. В серийном и массовом производстве выпуклые днища получают штамповкой с последующей обсечкой в обсечных штампах.
Перегородки баков так же, как и днища, бывают плоские и выпуклые. Перегородки изготовляются аналогично днищам. Сборку перегородок с обечайками осуществляют клепкой стальными заклепками (рис. 203, в) с обязательной последующей пропайкой шва. Всю арматуру приклепывают к обечайке стальными заклепками и пропаивают.
Перед сборкой собираемые части бака тщательно очищают от грязи, капель припоя, подтеков, далее промывают и просушивают.
Днища соединяют с обечайками швом в замок, который тщательно пропаивают (рис. 203, г). Для увеличения жесткости бака на обечайке делают рифты. До заделки второго днища бак предъявляется на осмотр контролера. После сборки бак подвергают испытаниям на герметичность.