
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава XVIII
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС МЕДНИЦКО-ЖЕСТЯНИЦКИХ РАБОТ
§ 1. Общие понятия. Производственный, технологический процесс.
Совокупность всех действий людей и орудий производства, необходимых на данном предприятии для изготовления или ремонта изделий, называется производственным процессом.
Главная часть производственного процесса, непосредственно связанная с изменением формы, размеров или свойств обрабатываемой заготовки, называется технологическим процессом.
Кроме этой главной части, производственный процесс включает в себя вспомогательные: перемещение (транспортировку) заготовок и деталей, изготовление, ремонт и модернизацию оборудования, оснастки, инструмента, транспортных средств, выработку всех видов энергии и т. п.
Для выполнения технологического процесса должно быть организовано и оборудовано рабочее место.
Рабочее место представляет собой часть производственной площади цеха, на которой размещены один или несколько исполнителей работы и обслуживаемая ими единица механического оборудования, а также оснастка и временно предметы производства (заготовки и детали).
Технологический процесс расчленяется на операции.
Операцией (технологической) называется законченная часть технологического процесса, выполняемая на одном рабочем месте.
Операциям присваиваются названия: слесарная, медницкая, жестяницкая, термическая, штамповочная, доводочная, раскройная и т. п.
Операции кладутся в основу планирования производства изделий, по ним определяется трудоемкость изделия, рассчитывается необходимое количество рабочих.
Операция может быть выполнена за один или несколько установов. Например, отбортовку бортов у простейшей коробочки в обычных слесарных тисках можно выполнить за четыре установа, а применяя специальное приспособление, всего за один установ. Таким образом, установ - это часть операции, выполняемая при одном закреплении заготовки (детали).
Позицией называется определенное положение обрабатываемой заготовки относительно режущего инструмента при неизменном ее закреплении. Например, при сверлении четырех отверстий в поворотном приспособлении различают четыре позиции.
Увеличить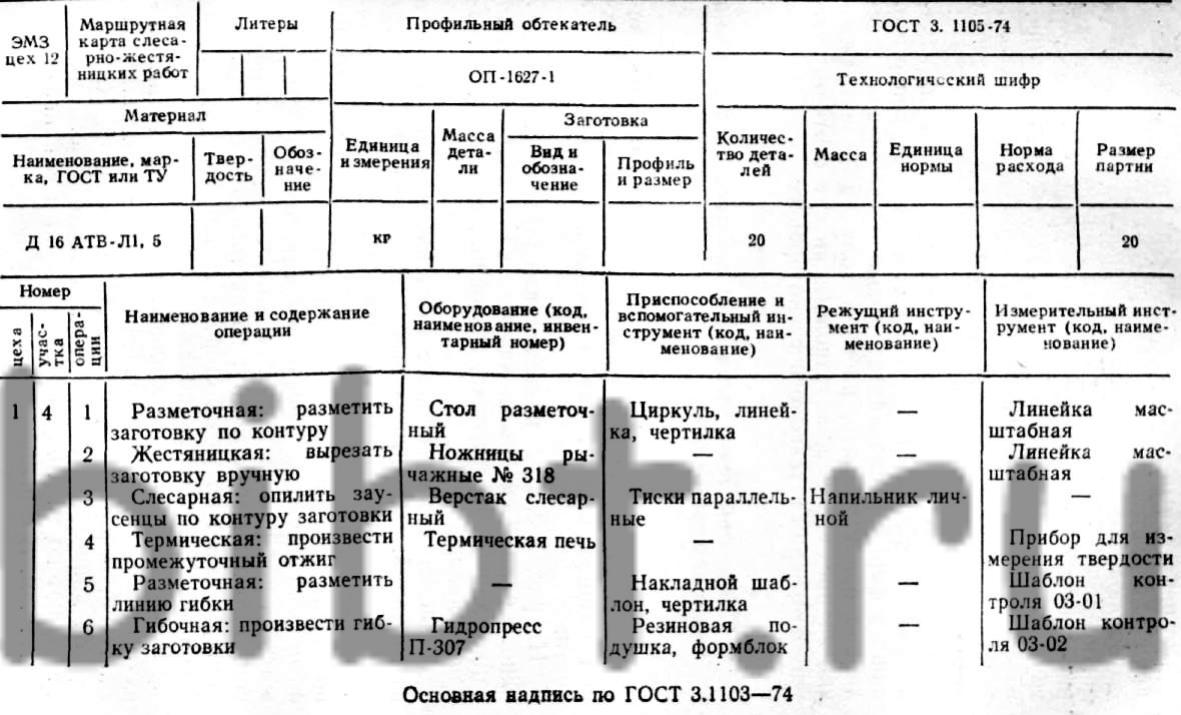
Операция, установ или позиция может быть выполнена за один или несколько переходов.
Переход - это часть операции (установа или позиции), осуществляемая на одном участке поверхности заготовки (детали) одним инструментом при одном режиме обработки. Например, просверлить отверстие Ø 30 мм в стальной пластине за один переход нельзя, выполняют это обычно в три перехода - сверлом Ø4- 6 мм, затем сверлом Ø12-15 мм и окончательно сверлом Ø30 мм.
Проходом называется часть операции (или перехода), при которой снимают один слой металла. Все проходы выполняются без изменения режима работы станка.
Частью прохода является рабочий прием. Им принято называть законченное действие рабочего, необходимое для выполнения операции. Рабочие приемы разнообразны и благодаря хорошей их отработке передовые рабочие сокращают длительность технологического и производственного процессов.
По форме, содержанию и назначению различают несколько разновидностей технологических процессов.
Директивный технологический процесс. Разрабатывается обычно центральным технологическим органом как директива для технологов, разрабатывающих рабочий технологический процесс. Директивный технологический процесс является законом для технологов и отступления от него допустимы лишь при согласовании этих отступлений с главным технологическим подразделением.
Маршрутный технологический процесс является разновидностью рабочего технологического процесса. В маршрутном технологическом процессе (маршрутная карта) обязательно должны быть указаны наименование и номер детали, материал и размеры заготовки, последовательный перечень операций, рабочий и контрольный инструмент для каждой операции, приспособления. Для каждой операции должна быть указана длительность обработки (норма времени на обработку).
В том случае, когда отдельные операции требуют подробного описания, применяется маршрутно-операционная технология, в которой записано все, что должно содержаться в маршрутной технологии, а отдельные операции описаны подробно и снабжены соответствующими эскизами по переходам и проходам.
Самой подробной технологией, применяемой в основном в серийном и массовом производстве, является операционная технология. Каждая операция такой технологии оформляется отдельной операционной картой.
В каждой отрасли промышленности существует обычно своя форма технологических карт, но независимо от формы каждая карта содержит такие данные: наименование карты; наименование изделия; наименование и номер детали; номер чертежа; количество деталей в партии; эскиз детали; размер заготовки; номер операций в технологической последовательности; описание операций; характеристика или модель станка; наименование и размер рабочего инструмента; режим работы, нормы времени на каждую операцию, квалификация и разряд работы.
Технологический процесс разрабатывается после тщательного изучения чертежа, а также анализа состояния производства, наличия оборудования, инструмента и приспособлений, массовости выпуска, стоимости.
При разработке технологического процесса технологи стремятся сделать его типовым, т. е. пригодным для изготовления не одной какой-то детали, а группы однотипных деталей, отличающихся друг от друга лишь размерами. При этом по возможности стараются выбрать нормализованный инструмент и групповые приспособления.
Разработанный и утвержденный технологический процесс является законом для производства.
Соблюдение технологической дисциплины является важнейшим условием для обеспечения выпуска высококачественной продукции, высокой производительности труда и снижения себестоимости изделий. Поэтому произвольное изменение рабочими утвержденных технологических процессов недопустимо и является нарушением технологической дисциплины.
Рабочий может внести свои предложения об изменении технологического процесса, но это допустимо лишь в форме рационализаторского предложения, и если оно будет принято, рабочий получит вознаграждение за предложение, а технологи внесут соответствующие изменения в технологический процесс.