
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. Волочение. Волочение труб, проволоки.
Волочение - обработка давлением, при которой происходит изменение и уменьшение поперечного сечения заготовки 1 (рис. 210, а) при протягивании ее через отверстие глазка (или фильеры) 2, размеры которого меньше размеров сечения заготовки.
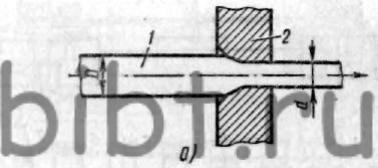
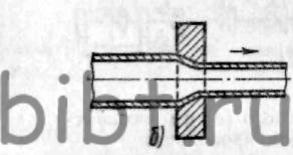
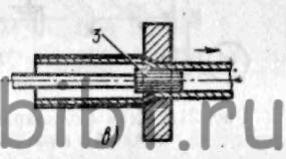
Рис. 210. Схема волочения:
а - проволоки, б - труб без изменения толщины стенок, в - труб с изменением толщины стенок; 1 - заготовка, 2- фильера, 3 - пробка
Волочением обрабатывают только пластичные материалы: малоуглеродистую сталь, цветные металлы и сплавы. Волочение осуществляют без нагрева металла, поэтому за одно протягивание нельзя достигнуть значительного уменьшения поперечного сечения, так как при больших обжатиях в металле могут возникнуть большие напряжения, которые приведут к разрыву. Величина обжатия определяется коэффициентом утонения: K=d/D, где D - диаметр заготовки; d - диаметр полученной проволоки.
Чтобы при волочении не происходило разрушение металла, коэффициент утонения К должен составлять 0,8-0,95.
Волочением получают проволоку диаметром от 6 мм до сотых долей миллиметра, трубы малого диаметра и профили.
Волочение труб производят без изменения толщины стенки (рис. 210,б) и с уменьшением толщины стенки (рис. 210, в).
Волочение осуществляют на волочильных станах, состоящих из волочильного глазка (или фильеры) или волочильной доски с глазками и тянущего устройства. Волочильный глазок представляет собой обычно двойной усеченный конус, от размеров которого зависит величина усилия при волочении, срок службы глазка и качество изделия. Длина цилиндрической части глазка принимается равной половине его диаметра (см. рис. 210, а). Глазки изготовляют из легированной стали, твердого сплава или алмаза.
Тянущее устройство представляет собой вращающийся барабан для однократного волочения проволоки (рис. 211, а) или бесконечную цепь и каретку с захватом для многократного волочения проволоки. В станах многократного волочения металл проходит последовательно через глазки 1-7 и постепенно уменьшается в сечении (рис. 211, б).
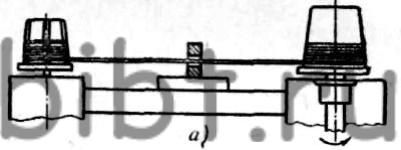
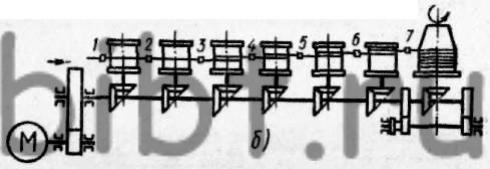
Рис. 211. Схемы однократного (а) и многократного (б) волочения проволоки:
1-7 - фильеры
Перед протяжкой проволоку подвергают травлению в растворах кислот, затем смазывают (жир, масло, эмульсия) для уменьшения трения при волочении. После травления конец проволоки обжимают, заправляют в глазок, закрепляют на барабане и начинают процесс волочения.
При многократном волочении на поверхности прутка создается наклеп, снижающий пластичность металла. Для восстановления пластичности применяют промежуточный светлый отжиг. Волочением получают профили точных размеров с высоким качеством поверхности.