
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 5. Ковка. Кузнечная сварка.
Операции свободной ковки : рубка, вытяжка, осадка, высадка, гибка, прошивка и др.
Ковкой называют один из способов обработки металлов давлением, при котором инструмент оказывает многократное прерывистое воздействие на нагретую заготовку, в результате чего она, деформируясь, постепенно приобретает заданную форму и размеры.
Ковку подразделяют на свободную и в штампах. Ручная свободная ковка ведется на наковальне при помощи кувалды, ручника или другого кузнечного инструмента. Ручной свободной ковкой изготовляют в основном мелкие поковки (масса до 10 кг).
Машинной свободной ковкой обрабатываются заготовки массой до 300 т. Исходной заготовкой для средних и крупных поковок являются слитки, сортовой прокат или прессованный металл.
Основными операциями свободной ковки являются: рубка, вытяжка, осадка, высадка, гибка, прошивка и др.
Рубку производят при помощи специальных зубил и топоров.
При вытяжке уменьшается поперечное сечение заготовки за счет проковки ее на узком бойке молота с поворотом на 90°. При этом удары наносят поперек заготовки, что обеспечивает течение металла в продольном направлении.
При осадке металла (рис. 212, а) происходит увеличение сечения заготовки за счет уменьшения ее высоты. Для предупреждения изгиба при осадке отношение длины заготовки к диаметру должно быть 3:1. Осадкой изготовляют детали типа фланцев, зубчатых колес, дисков.
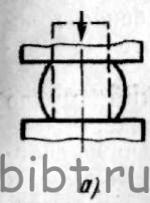
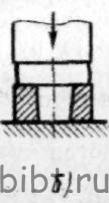
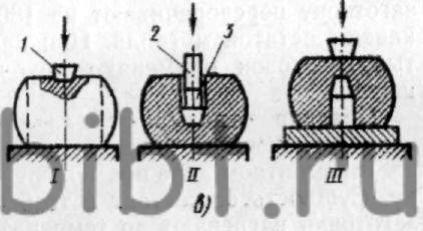
Рис. 212. Основные операции ковки:
а - осадка, б - высадка, в - прошивка; 1 - прошивень, 2, 3 - надставки; I-III - последовательность выполнения прошивки
Высадкой называется операция увеличения сечения части заготовки за счет уменьшения ее высоты. Наиболее распространенный способ высадки - в подкладном кольце (рис. 212, б), диаметр отверстия которого соответствует диаметру заготовки. Высадкой изготовляют болты, заклепки и подобные изделия.
Прошивка применяется для получения в заготовке отверстий или углублений при помощи пробойников и прошивней. Прошивку осуществляют в несколько переходов. Сначала прошивнем 1 (рис. 212, в) намечают положение отверстия, затем углубляют его при помощи надставок 2 и 3 почти на всю высоту заготовки, затем заготовку переворачивают на 180° и прошивнем выталкивают остаток металла. При прошивке особенно толстых заготовок применяют трубчатые пустотелые прошивни.
Поковки отделывают гладилками и обжимками до получения точного профиля и гладкой поверхности.
В ремонтном деле применяют иногда кузнечную сварку. Сущность ее состоит в том, что свариваемые части заготовки нагревают до температуры, близкой к температуре плавления, накладывают друг на друга и проковывают. С целью предупреждения пережога и для шлакования окалины при сварке применяют флюсы (буру, поваренную соль, кварцевый песок).