
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. Разновидности и техника опиливания. Распределение усилий нажима на напильник при опиливании.
Различают три вида опиливания: плоских поверхностей, криволинейных поверхностей и фасонных поверхностей.
При опиливании плоскостей обработку обычно производят вдоль короткой стороны заготовки (детали). Направление движения напильника и положение штрихов может быть продольным и перекрестным (рис. 71, а, б). Большой слой металла снимать с обрабатываемой поверхности необходимо последовательно: сначала драповым напильником, а когда припуск останется 0,3- 0,5 мм, - личным.
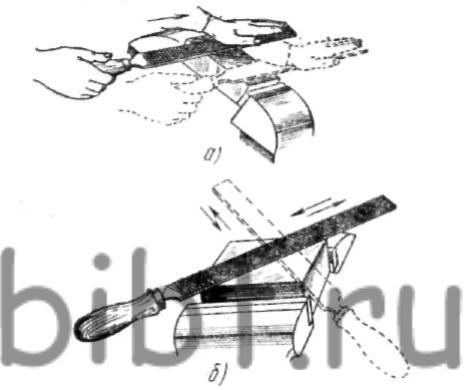
Рис. 71. Опиливание плоских поверхностей: а - продольным косым штрихом, б - перекрестным штрихом
Продольным штрихом трудно сделать чистую поверхность, поэтому, чтобы получить более высокое качество поверхности и повысить производительность труда, опиливают крест-накрест.
Сначала опиливают плоскости заготовки справа налево под углом 30-40° к боковой стороне тисков, а затем слева направо. Работая перекрестным штрихом, следят за правильностью движения напильника. Если ранее нанесенные штрихи перекрываются, то положение напильника на заготовке правильное.
Чтобы напильник при передвижении по плоскости заготовок снимал стружку, к нему необходимо приложить усилия в двух направлениях: поступательное с переменно меняющимся усилием (рис. 72) и возвратное.

Рис. 72. Распределение усилий нажима на напильник при опиливании
Возвратное движение производится правой рукой, левая рука только поддерживает напильник, усилие правой руки постепенно уменьшается. Регулируя усилия на напильник, добиваются получения ровной поверхности без завалов по краям. Прижимать напильник к заготовке необходимо только при рабочем ходе. Во время обратного хода напильник должен лишь скользить по поверхности опиливаемой заготовки. Чем грубее обработка, тем больше должно быть усилие при рабочем ходе.
Опиливание обычно производится в тисках, при этом корпус рабочего должен занять положение, показанное на рис. 73, а-в. Такое положение считается наилучшим, потому что движение рук происходит свободно, не задевая туловища.
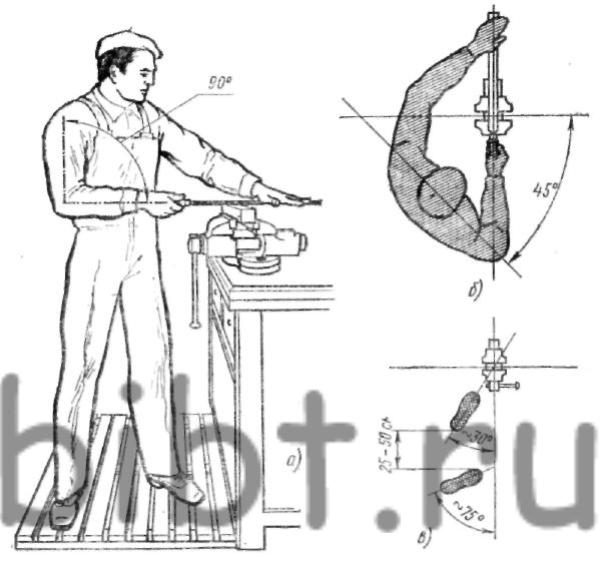
Рис. 73. Положение при опиливании: а, б - корпуса и рук, в - ног
Установка тисков по высоте для опиливания должна быть такой, чтобы при наложении руки с напильником на губки тисков образовался прямой угол между локтевой и плечевой частями руки. Контроль плоских поверхностей при опиливании осуществляется поверочными линейками, штангенциркулями и поверочными плитами.
Многие детали машин имеют выпуклую или вогнутую форму. При опиливании и распиливании криволинейных поверхностей необходимо выбрать наиболее рациональный способ удаления лишнего металла. В одном случае потребуется предварительное вырезание металла, в другом - высверливание или вырубка и так далее.
При опиливании вогнутых поверхностей на заготовке размечают контур детали, большую часть металла при этом удаляют ножовкой или другим подходящим способом (рис. 74, а). Затем квадратным или трехгранным напильником спиливают грани и выступы. Далее опиливание производят круглым или полукруглым драчевым напильником, не доходя при этом до разметочной риски на 0,3-0,5 мм. Дальнейшее опиливание производят личным круглым или полукруглым напильником. Правильность формы опиливания проверяют по шаблону на просвет, а перпендикулярность опиленной поверхности к торцу заготовки - угольником.
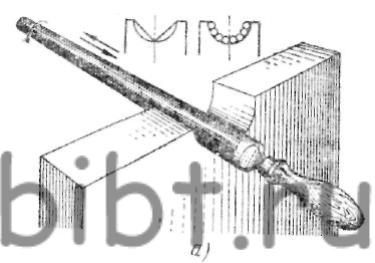
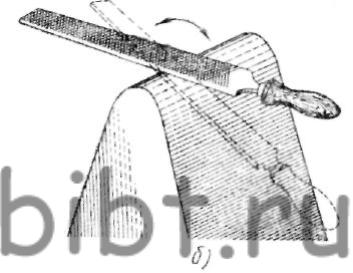
Рис. 74. Опиливание и распиливание криволинейных поверхностей:
а - вогнутой, б - выпуклой
На рис. 74, б показан пример опиливания криволинейной выпуклой поверхности. После разметки заготовки срезают углы заготовки и она принимает форму пирамиды. С помощью драчевого напильника снимают слой металла, оставив припуск на чистовую обработку 0,5-0,8 мм. Затем личным напильником осторожно снимают припуск и производят контроль.
Сложные фигурные поверхности, как правило, состоят из комбинации элементарных плоских и криволинейных поверхностей. Обработка таких поверхностей строится поэлементно, т. е. обрабатываются плоские и криволинейные поверхности с соблюдением соответствующих правил. Контроль обработки осуществляется обычно специальными шаблонами.