
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава VII
ОПИЛИВАНИЕ МЕТАЛЛОВ
§ 1. Назначение опиливания и инструмент. Напильники.
Формы сечения напильников. Виды насечек. Геометрия зубьев напильника.
Опиливанием называется технологическая операция, осуществляемая напильниками путем срезания (спиливания) слоев металла. Различают ручное и машинное опиливание.
Ручное опиливание осуществляется ручными напильниками. По форме сечения применяются (рис. 67, а-ж) плоские, квадратные, трехгранные, полукруглые, ромбические и ножовочные напильники.
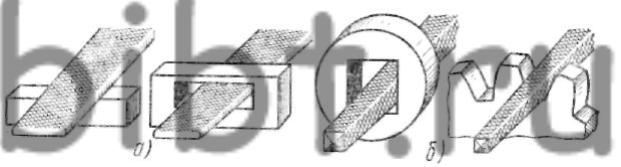
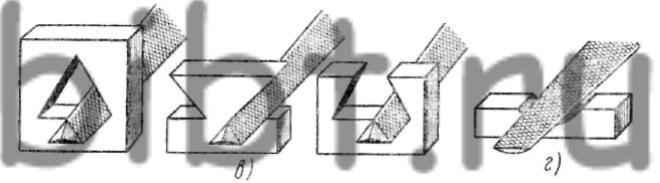
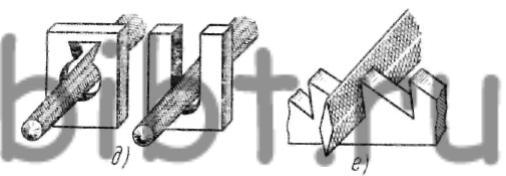
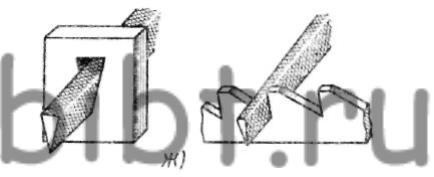
Рис. 67. Формы сечения напильников:
а - плоские, б - квадратные, в - трехгранные, г - полукруглые, д - круглые, е - ромбические, ж - ножовочные
Главным элементом напильника являются насечки, образующие режущие зубья. Различают несколько видов насечки.
Напильники с одинарной насечкой (рис. 68, а) применяют для обработки мягких материалов (латунь, цинк, баббит, свинец, алюминий, медь и др.), обладающих незначительным сопротивлением резанию. Одинарная насечка наносится под углом 70-80° к оси напильника.
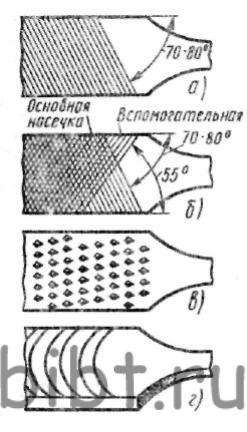
Рис. 68. Виды насечек напильников:
а - одинарная, б - двойная, в - рашпильная, г - дуговая
Напильники с двойной насечкой (рис. 68, б) применяют для опиливания стали, чугуна и других твердых металлов с большим сопротивлением резанию. Наилучшими являются напильники с насечками, образующими угол 120-130°.
Напильники с рашпильной насечкой (рис. 68, в) применяются для обработки легких металлов и неметаллов.
Напильники с полукруглыми зубьями (рис. 68, г) имеют неравномерный шаг насечки, отдельные зубья снимают более или менее крупную стружку, благодаря чему напильники работают более равномерно.
Все разновидности напильников, в зависимости от величины зуба, насечки и числа зубьев, приходящихся на 1 см длины, подразделяются на шесть номеров. Основные характеристики напильников в зависимости от номера приведены в табл. 3.
3. Основные характеристики напильников
№ напильника |
Количество зубьев на 1 см длины | Характеристики насечек | Назначение |
0 |
5-13 | Драчевые крупные | Грубое и черновое опиливания |
1 |
13-25 | Личные средней величины | Получистовая и чистовая обработка |
2, 3, 4, 5 |
25-80 | Бархатные самые мелкие | Чистовая и тонкая обработка |
Любой напильник состоит из следующих частей: носка, ребра, грани и пятки, образующих рабочую часть напильника, и хвостовика (рис. 69).
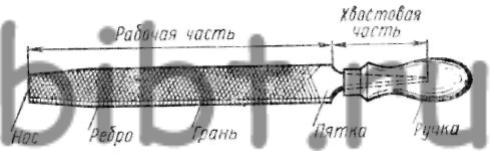
Рис. 69. Элементы напильника
Зубья напильников имеют определенную геометрию (рис. 70), которая обеспечивает процесс резания.
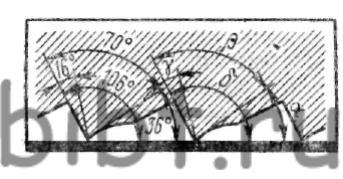
Рис. 70. Геометрия зубьев напильника
Выбор напильника производится в соответствии с конкретными требованиями условий обработки. Часто при выборе напильников руководствуются следующими соображениями: длина напильника должна быть на 150 мм больше длины обрабатываемой поверхности. Для доводки и опиливания тонких пластин выбирают короткие напильники (100-160 мм), так как насечка у них мельче. Если нужно снять большой припуск, выбирают напильники длиной 300-400 мм, у них насечка крупнее и обработка будет осуществляться значительно интенсивнее.
Небольшие напильники называют надфилями. Надфили применяют для выпиливания отверстий, пазов, выемок и так далее, когда обычный напильник применить нельзя из-за значительных габаритов. В зависимости от числа насечек на 1 см надфили разделены на шесть классов: с 1-го по 6-й. Форма сечения надфилей такая же, как и у напильников.