
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Переносный опиловочный станок. Комплект инструмента.
Широко применяют и переносные опиловочные станки (рис. 78, а).
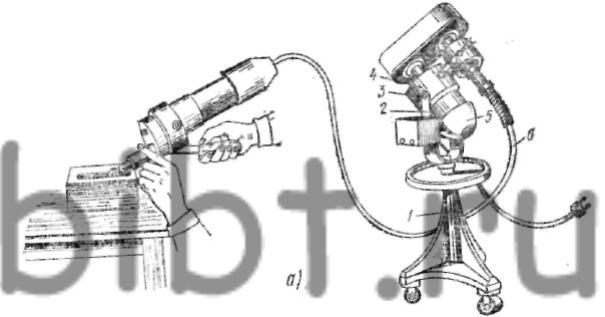

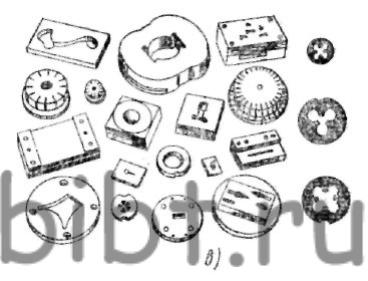
Рис. 78. Переносный опиловочный станок (а), комплект инструмента (б), образцы изготовленных деталей (в)
Переносный опиловочный станок имеет стойку 1 с вилкой 2, в которой закреплен электродвигатель 5 с кнопочным пультом. Шарниры 3 позволяют электродвигатель с укрепленной на нем головкой 4 поворачивать в удобное положение для работы. Инструмент закрепляется в патроне, смонтированном на конце гибкого вала 6 и получает вращательное движение.
Станок имеет набор приспособлений: инструментодержатель № 1 со сменными цангами для крепления инструмента с хвостовиками 6, 8 и 10 мм; инструментодержатель № 2, служащий для крепления инструмента с конусным хвостовиком № 0 и № 1; угловую державку, предназначенную для шлифования и полирования поверхностей и снятия заусенцев; пистолет, превращающий вращательное движение валика в поступательное; напильник и ножовочное полотно; абразивный брусок или шабер.
К станку прилагаются круглые напильники, фрезы, абразивные шлифовальные головки от 8 до 42 мм, войлочные, резиновые и другие полировальные головки диаметром от 6 до 35 мм, сверла, развертки, зенковки и др.
Станок в нормальном исполнении имеет четыре скорости от 760 до 3600 об/мин. Мощность электродвигателя 0,52 кВт, частота вращения - 1450 об/мин.
На рис. 78, б показаны инструменты для опиловочно-зачистного станка, а на рис. 78, в - детали, полученные обработкой на этом станке.
Наиболее частыми видами брака при опиливании являются: неровности поверхности (горбы) и завалы краев заготовки, как результат неумения пользоваться напильниками. В таких случаях следует выполнять опиливание в строгом соответствии с рекомендациями данного учебника.
Могут появиться вмятины или повреждения поверхности заготовки в результате неправильного ее зажима. Для предупреждения брака следует при зажиме заготовки контролировать правильность ее установки в тисках, а также использовать специальные насадки на губки тисков.
Может быть допущена неточность размеров опиленной заготовки вследствие неправильной разметки, снятия очень большого или малого слоя металла, а также неправильности измерения или неточности измерительного инструмента. Для предупреждения такого вида брака необходимо всякий раз контролировать качество разметки, измерения производить только проверенным ОТК инструментом.
Могут также появиться задиры и царапины на поверхности заготовки в результате небрежной работы и неправильно выбранного напильника.
Для предупреждения несчастных случаев при опиливании необходимо соблюдать общие правила техники безопасности, работать только исправным инструментом, а при работе на механизированных опиловочных станках соблюдать правила пользования механизированным инструментом, соблюдать электробезопасность.