
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 6. Геометрия рабочей части режущего инструмента. Режущие части инструмента.
Геометрические параметры инструмента: передний угол, главный задний угол, угол заострения, главный угол в плане, вспомогательный угол в плане, задний вспомогательный угол в плане.
Режущая часть инструмента получается заточкой трех поверхностей, в результате пересечения которых образуются режущие кромки (рис. 86).
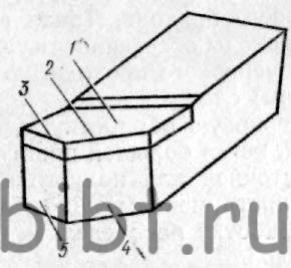
Рис. 86. Режущие части инструмента:
1 - передняя поверхность, 2 - главная режущая кромка, 3 - вспомогательная режущая кромка, 4 - главная задняя поверхность, 5 - вспомогательная задняя поверхность
Передней поверхностью резца называют поверхность, по которой сходит стружка. Задними поверхностями называют поверхности, обращенные к обрабатываемой заготовке (детали).
Главная режущая кромка резца - линия пересечения передней поверхности с главной задней поверхностью. Вспомогательная режущая кромка образуется пересечением передней поверхности с задней вспомогательной поверхностью.
Вершина резца - место сопряжения главной и вспомогательной режущих кромок. Она может быть острой и закругленной.
Взаимное расположение перечисленных элементов характеризуется величиной углов, являющихся геометрическими параметрами инструментов. От величины этик углов зависит работоспособность инструментов.
Если передняя поверхность инструмента перпендикулярна поверхности резания 2, а задняя поверхность 3 параллельна ей (рис. 87, а), то работать таким инструментом невозможно: срезаемый слой будет сильно деформироваться, задняя поверхность инструмента всеми своими точками будет соприкасаться с поверхностью резания, возрастет трение, потребуется большой расход энергии, качество обработки будет низким.
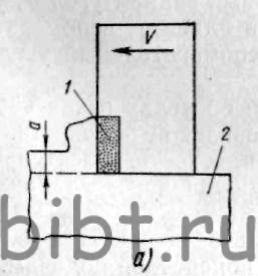

Рис. 87. Геометрические параметры инструмента:
1 - передняя поверхность, 2 - поверхность резания, 3 - задняя поверхность, γ - передний угол, α - задний угол; а - резец работать не будет; б -резец будет работать
Для уменьшения деформации обрабатываемого металла и свободного схода стружки переднюю поверхность наклоняют на угол γ к плоскости, перпендикулярной к поверхности резания (рис. 87. б). Этот угол называется передним углом резца. Для уменьшения трения о поверхность резания заднюю поверхность инструмента располагают по отношению к поверхности резания под углом α, называемым главным задним углом резца.
Если на резец, показанный на рис. 86, посмотреть сверху, то будет виден главный и вспомогательный (φ, φ1) углы в плане, определяющие положение режущих кромок относительно обрабатываемой заготовки (детали). От главного угла в плане зависит толщина и ширина среза.
Вершина резца является наиболее слабым местом режущей части. При ударах в процессе работы в момент врезания в срезаемый слой металла вершина больше остальных участков режущей части подвержена выкрашиваниям и поломкам. Поэтому очень важно дать возможность режущей кромке постепенно врезаться в срезаемый слой, начиная с точек, наиболее удаленных от вершины. Это достигается с помощью угла λ наклона главной режущей кромки. Кроме того, от угла λ зависит направление схода стружки. Когда вершина резца ниже остальных точек режущей части (угол λ положительный), стружка отклоняется к обработанной поверхности. Поэтому при чистовой обработке делают угол λ отрицательным.
Таким образом, к геометрическим параметрам относятся: передний угол γ, главный задний угол α, угол заострения β, главный угол в плане φ, вспомогательный угол в плане φ1 и задний вспомогательный угол в плане α1.
Для определения понятий об углах резца вводят понятия плоскости резания и основной плоскости. Плоскость резания - это плоскость, касательная поверхности резания и проходящая через главную режущую кромку.
Основной плоскостью резания называется плоскость, параллельная продольной и поперечной подачам.