
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. Сверление сквозных, глухих и ступенчатых отверстий. Углы заточки сверл для разных материалов.
Сверление является одним из наиболее распространенных способов обработки отверстий. Как самостоятельная операция оно применяется тогда, когда точность не превышает 5-4 класса, а шероховатость обработки - 4-5 класса. Основным инструментом при сверлении являются спиральные сверла (рис. 88, а, б). Промышленностью выпускаются сверла из инструментальных сталей У10А, У12А,9Х,9ХС, Р9, Р18, Р9К5, РК10 и сверла, оснащенные твердыми сплавами.

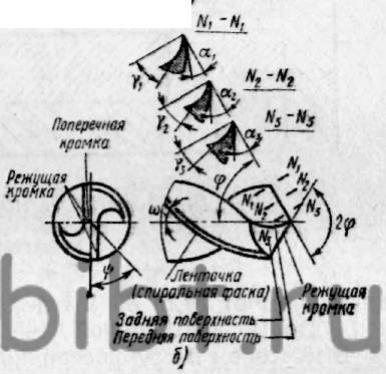
Рис. 88. Элементы (а) и геометрия заточки (б) спирального сверла
Различают два основных способа сверления: на сверлильных станках, на токарных станках.
На станках сверлильной группы движение резания и движение подачи осуществляет сверло. К этому виду станков относятся универсальные сверлильные станки, специальные сверлильные многошпиндельные и некоторые агрегатные станки.
При сверлении первым способом ось сверла совпадает с направлением подачи, но иногда она и не совпадает с осью заготовки (детали), поэтому ось отверстия может занять неправильное положение, т. е. произойдет «увод оси». Отверстие в этом случае сохраняет цилиндрическую форму. Для уменьшения «увода оси» сверла при обработке на сверлильных станках применяют кондукторы с направляющими втулками.
По конструкции кондукторы разнообразны, но все имеют одно назначение - обеспечить правильное направление оси сверла и необходимое расстояние между осями отверстий. Кондукторы обычной точности обеспечивают точность расстояния между осями отверстий диаметром от 3 до 80 мм порядка ±(0,06-0,2 мм), а кондукторы повышенной точности ±(0,04-0,01 мм).
Кондукторы для сверления отверстий. Коробчатый, накладной кондукторы. Накладной кондуктор.
При втором способе сверления, т. е. сверлении на станках токарной группы, при несовпадении оси сверла с осью заготовки (детали) отверстие может иметь переменный по длине диаметр (рис. 92). Это объясняется тем, что диаметр отверстия здесь будет определяться не радиусом сверла, а расстоянием от оси вращения до наиболее удаленной точки на периферии сверла. Так как это расстояние по мере движения сверла все время увеличивается, то и диаметр отверстия тоже будет возрастать.
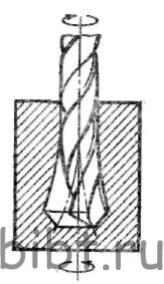
Рис. 92. Схема изменения диаметра отверстия при сверлении
С другой стороны, вращение заготовки (детали) приводит к самоцентрированию сверла, так как боковое давление на сверло со стороны стенки отверстия не будет уравновешиваться давлением с противоположной стороны, как это бывает при невращающейся заготовке (детали). Поэтому за счет разности боковых давлений сверло будет стремиться занять такое положение, при котором ось его совпадала бы с осью вращения заготовки (детали).
Для уменьшения увода оси сверла при обработке отверстий в сплошном металле на револьверных станках и автоматах перед сверлением рекомендуется произвести центрование -засверливание коротким и жестким сверлом с углом при вершине 90°.
Предварительное центрование заготовок обеспечивает более точное направление сверла, так как его перемычка не участвует в работе. Уменьшение «увода оси» сверла также способствует уменьшению осевого усилия. Поэтому рекомендуется применять сверла с подточенной перемычкой, а при малых диаметрах работать с малыми подачами на больших скоростях.
Углы заточки сверл для обработки наиболее часто встречающихся материалов приведены в табл. 4.
4. Значения угла φ при вершине
Обрабатываемый материал |
2 φ, град |
Для быстрорежущих сверл |
|
Сталь, чугун, твердая бронза |
116-120 |
Латунь, мягкая бронза |
130-135 |
Алюминий, дюралюминий, силумин, электрон и баббит |
130-140 |
Красная медь |
125 |
Цинковые сплавы |
90-100 |
Эбонит, целлулоид |
80-90 |
Мрамор |
80 |
Пластмассы |
30-90 |
Для сверл, оснащенных пластинками из твердого сплава |
|
Закаленная сталь |
130 |
Чугун: НВ200-300 НВ300-400 |
120 140 |
Стальное литье, нержавеющая сталь, хромоникелевая сталь |
120 |
Инструментальная сталь, кокильные твердые отливки, марганцовистая сталь |
140 |
Ковкий чугун |
120 |
Фосфористая бронза |
130 |
Жаропрочные сплавы |
130-140 |
Сквозные отверстия сверлят на ручных и машинных подачах. Сверление их не представляет сложности.