
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Кондукторы для сверления отверстий. Коробчатый, накладной кондукторы.
Накладной кондуктор.
В массовом и крупносерийном производстве применяют специальные кондукторы: коробчатые (рис. 89), накладные (рис. 90) и др., в мелкосерийном и единичном - групповые и универсальные. На рис. 91 изображен групповой кондуктор для сверления двух радиальных отверстий в ступицах шестерен, полумуфт и др. аналогичных деталей. Он имеет корпус 1, на котором в двух пазах, расположенных под углом 90° друг к другу, крепятся сменные кондукторные планки 2 с отверстиями для направления сверл.
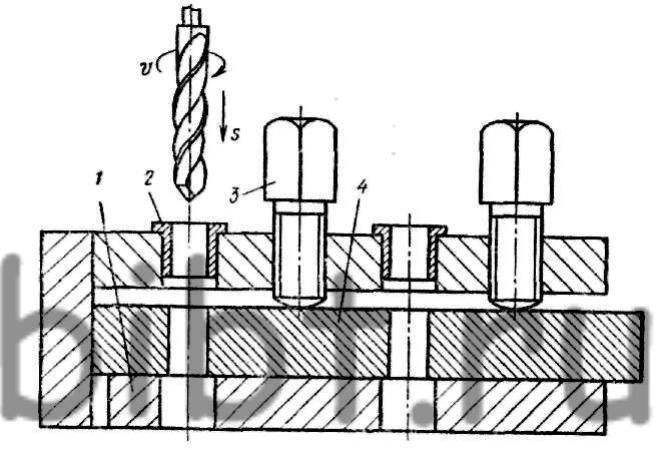
Рис. 89. Закрытый коробчатый кондуктор:
1 - основание, 2 - направляющая втулка, 3 - зажимной винт, 4 - деталь
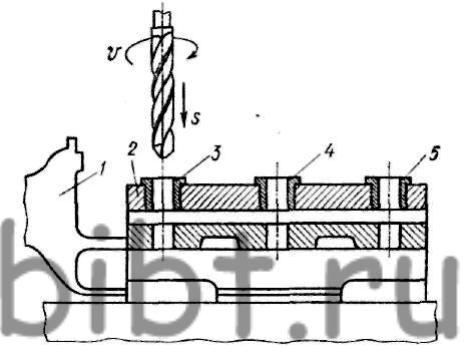
Рис. 90. Накладной кондуктор:
1 - заготовка, 2 - корпус, 3, 4, 5 - направляющие втулки
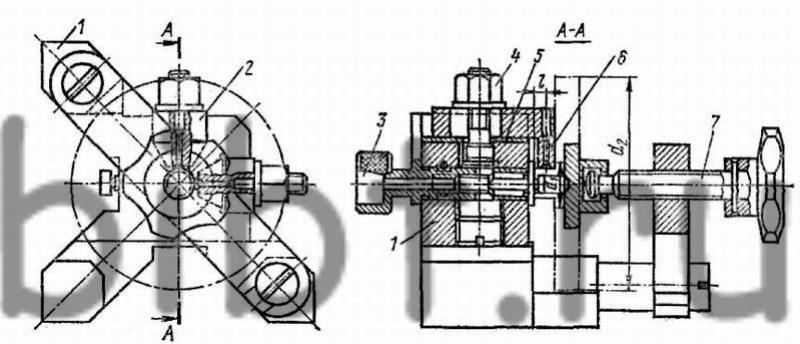
Рис. 91. Групповой кондуктор: 1 - корпус, 2 - сменные планки, 3, 7 - винты, 4 - гайка, 5 - сменная прокладка, 6 - палец
Обрабатываемую заготовку торцом устанавливают на установочной плоскости пальца 6 и винтом 7 прижимают к ней При перестройке кондуктора на сверление других отверстий в корпусе 1 устанавливается и крепится специальной гайкой 4 сменный палец 6, базовый диаметр которого подбирается по внутреннему отверстию заготовки (детали).
В пазы устанавливаются кондукторные планки 2. По высоте планки регулируют при помощи сменных прокладок 5. Размер получают путем передвижения кондукторных планок 2 в пазах корпуса с замером по конусу и последующим закреплением гайками 4.
В массовом и крупносерийном производстве для одновременной обработки нескольких отверстий используют многошпиндельные сверлильные станки и многошпиндельные головки, а в серийном-универсальные много-шпиндельные головки.
Конструкция головок и способ их настройки зависит от условий выполняемой работы. Если отверстия в заготовке (детали) расположены на одной высоте и имеют одинаковую глубину, то все они обрабатываются одновременно. Если они расположены на разной высоте или имеют разную глубину, то их обработка начинается и заканчивается в разное время. У многих универсальных головок все шпиндели вращаются с одинаковой скоростью, поэтому условия резания будут благоприятными только при небольшом различии в диаметрах одновременно обрабатываемых отверстий.