
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. Сверление отверстий малых и больших диаметров. Кольцевое сверло.
Рекомендуемые скорости резания для сверления отверстий малых диаметров.
Сверление отверстий малых диаметров (0,3 - до 2 мм) имеет определенные особенности. Например, к станкам для сверления отверстий малых диаметров предъявляется такое требование: достаточная жесткость системы и отсутствие биения шпинделя.
К сверлам для сверления малых отверстий предъявляются также особые требования. Сверло должно быть заточено так, чтобы режущие кромки были строго симметричны по высоте и углу, перемычка должна проходить через ось сверла, ленточки сверла должны быть чисто отшлифованы, отполированы и не иметь дефектов. Даже незначительная погнутость сверла не допускается. Отверстия малых диаметров должны обрабатываться на станках, обеспечивающих высокую чувствительность ручной подачи, так как осевое усилие с уменьшением диаметра сверления становится незначительным.
Использование механической подачи в этих случаях часто невозможно, потому что имеющаяся минимальная подача шпинделя станка оказывается чрезмерно большой и обычно приводит к поломке сверл. Поэтому отверстия малых диаметров сверлят с ручной подачей, при этом качество сверления во многом зависит от квалификации рабочего. Скорости резания и соответствующее оборудование для сверления отверстий малых диаметров приведены в табл. 5.
5. Рекомендуемые скорости резания для сверления отверстий малых диаметров на станках различных моделей
| Модель станка | Максимальная частота вращения шпинделя, об/мин | Скорость резания, м/мин, при диаметрах отверстий, мм | |||
| 0,4 | 0,8 | 1 | 2 | ||
2400 |
3500 | 4,4 | 8,8 | 11,0 | 22,0 |
2А420 |
3200 | 4,0 | 8,0 | 10,0 | 20,0 |
2А430 |
2900 | 3,6 | 7,2 | 9,1 | 18,2 |
2435П |
2500 | 3,1 | 6,3 | 7,8 | 15,6 |
2В440 |
2000 | 2,5 | 5,0 | 6,3 | 12,6 |
Отверстия большого диаметра (60-70 мм) целесообразно обрабатывать кольцевым сверлением, так как при обычном сверлении в стружку уходит значительное количество металла. При использовании кольцевого сверла (рис. 94) большая часть металла остается в виде сердечника, пригодного для использования.
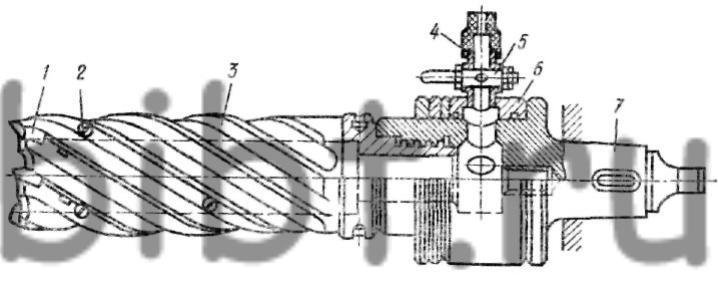
Рис. 94. Кольцевое сверло:
1 - режущая пластина, 2 - винт, 3 - корпус, 4 - резиновый шланг, 5 - штуцер, 6 - кольцо, 7 - оправка
Сверло (см. рис. 94) своими режущими пластинами 1, закрепленными в корпусе 3, выбирает кольцевую канавку в обрабатываемой заготовке. В стенках корпуса между винтовыми канавками под винтами 2 размещены шарики, которые придают сверлу постоянное направление в работе до тех пор, пока высверливаемый сердечник держится жестко и может служить направлением для сверла Корпус соединен резьбой с оправкой 7, на которой закреплено кольцо 6 со штуцером 5 и резиновым шлангом 4 для подвода охлаждающей жидкости.