
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Сверление ступенчатых отверстий. Последовательность сверления точных отверстий.
Ступенчатые отверстия невысокой точности обрабатывают в два перехода спиральными сверлами или комбинированными сверлами (рис. 93).
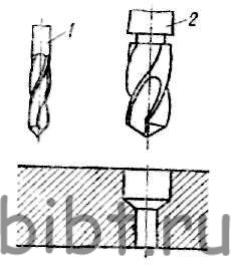
Рис. 93. Сверление ступенчатого отверстия:
сверла: 1-меньшего диаметра, 2 - большего диаметра
Если необходимо, чтобы дно переходной ступени отверстия было прямоугольным, то его подчищают сверлом с прямой заточкой, затем обрабатывают комбинированным инструментом - сверлом-зенкером или предварительно сверлят отверстие и затем зенкеруют.
При сверлении глухих отверстий с заданной точной глубиной для предварительной обработки применяют сверла с прямой заточкой (угол 2φ=180°).
После зацентровки сверлят с припуском по глубине до 0,5-1 мм (глубина считается от плоскости заготовки (детали) до вершины конического углубления, образуемого сверлом). Дно отверстия обрабатывают сверлом с прямой заточкой или зенкером.
Глухие, точные по диаметру, и глубокие отверстия обычно обрабатывают в такой последовательности:
зацентровка отверстия центровочным сверлом;
сверление отверстия с припуском по глубине 0,5- 1 мм;
рассверливание под чистовое растачивание (число переходов определяется диаметром отверстия);
обработка дна отверстия сверлом с прямой заточкой;
чистовое расстачивание отверстия;
обработка дна отверстия торцовой цековкой (диаметр цековки на 2-3 мм меньше диаметра растачиваемого отверстия) на заданную глубину;
обработка дна отверстия до заданного диаметра резцом с главным углом в плане 90° до глубины, образованной нековкой.
Для обработки торцовых поверхностей глухих отверстий применяют также универсальный расточный патрон с механической радиальной подачей резца. Однако ограниченный диапазон радиальной подачи резца не позволяет использовать патрон для обработки торцовых поверхностей отверстий больших диаметров.