
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Пайка паяльниками. Паяльники периодического действия. Электрические паяльники.
Пайка паяльниками является наиболее простым способом пайки легкоплавкими припоями. Паяльники изготавливаются из высококачественной меди, им придается специальная форма (рис. 106, а, б).
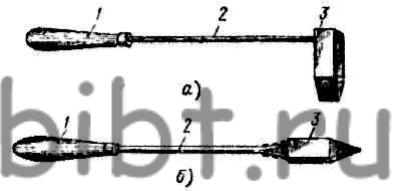
Рис. 106. Периодически подогреваемые паяльники:
а - угловой, б - прямой
Медь обладает высокой теплопроводностью и теплоемкостью, что необходимо для того, чтобы паяльник мог служить как аккумулятор тепла при нагревании и охлаждении в процессе пайки. Высокая теплопроводность способствует быстрой отдаче тепла в зону пайки при незначительном нагреве деталей.
Масса паяльников - от 250 г до 2 кг. Тяжелые паяльники служат для пайки крупных изделий. При использовании крупных паяльников шов нагревается равномерно, повышается его качество и увеличивается производительность труда.
Форма паяльника, его крепление к ручке и масса выбираются исходя из удобства пользования им, а также габаритов собираемых деталей. Температура нагрева паяльников составляет 250-600° С. Нагрев выше 600° С не рекомендуется, так как при высоких температурах происходит разрушение рабочей поверхности от окисления и поглощение олова.
Для пайки тонких изделий рабочая часть паяльника заостряется и залуживается для лучшего удерживания припоя.
В зависимости от способа нагрева паяльники бывают паяльники периодического действия и паяльники непрерывного действия.
Паяльники периодического действия нагревают в горнах, на паяльных лампах, в пламени газообразного или жидкого топлива и т. д.
Паяльники непрерывного действия позволяют осуществлять пайку непрерывно, более равномерно и производительно, чем паяльники периодического действия. Кроме того, они имеют меньшую массу и требуют сравнительно невысокой температуры нагрева. Наибольшее распространение в промышленности получили электрические паяльники мощностью от 10 Вт до 1 кВт.
На рис. 107, а, б показаны электрические паяльники.
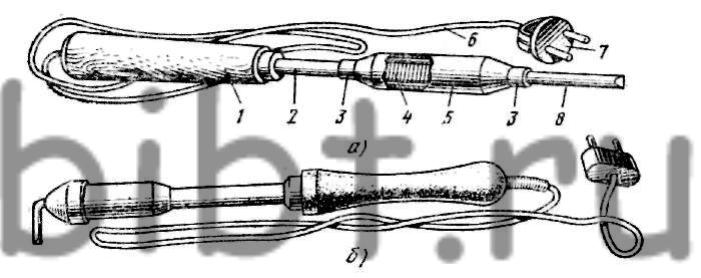
Рис. 107. Электрические паяльники:
а - прямой, б - угловой; 1 - рукоятка, 2 - стальная трубка, 3 -хомутик, 4 - нагревательный элемент, 5 - боковина, 6 - шнур, 7 - штепсельная вилка, 8-медный стержень
Процесс пайки при помощи паяльников ведут так. После подготовки поверхности нагревают паяльник со стороны массивной части (обуха). При этом следят, чтобы паяльник не перегрелся и не накалился докрасна. Если это случится, то снимают паяльник с огня, дают ему немного охладиться, зажимают в тисках и опиливают плоским напильником рабочий конец дочиста.
Нагретый паяльник быстро снимают с огня, очищают от окалины, погружая его в хлористый цинк, затем набирают с прутка 1-2 капли припоя и производят паяльником трущие движения по кусковому нашатырю до тех пор, пока конец паяльника не покроется ровным слоем припоя. После этого паяльник накладывают на место спая, где расплавленный припой стекает с паяльника и заполняет место шва.
Если припой не растекается по поверхности собираемых деталей, то зазор между деталями еще раз заполняют флюсом и повторяют операцию пайки. При соединении труднопаяемых деталей (например, стальных) места спая предварительно покрывают тонким слоем олова.
Достоинствами способа пайки паяльниками являются его универсальность, расположение припоя непосредственно на кончике инструмента, возможность точной локализации места нагрева, быстрота подготовки процесса, возможность пайки в стесненных местах и экономичность.
К недостаткам этого способа пайки паяльниками следует отнести невысокую температуру пайки, быстрый износ и окисление конца паяльника, зависимость качества пайки от квалификации рабочего.