
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. Клеймение и маркировка механическими способами. Маркирование накаткой. Гравировальный станок.
К механическим способам клеймения и маркировки относятся: клеймение и маркировка при помощи буквенно-цифрового набора клейм, специальных ударных клейм, штамповки и гравирования.
Способ клеймения и маркировки при помощи буквенно-цифрового набора ударных клейм является наиболее простым и универсальным. Набор имеет 10 цифр; 0; 1; 2; ... 9 и все буквы русского алфавита.
Сущность способа состоит в том, что в соответствии с чертежом рабочий подбирает номер шрифта, размечает место маркировки и легким ударом молотка по клейму наносит маркировку.
При клеймении и маркировке способом штамповки используются винтовые, пневматические и гидравлические ручные прессы, а также механические прессы. Инструментом при этом является клеймо, содержащее полную информацию, которую наносят на изделие.
При ударных способах клеймения происходит пластическая деформация металла и некоторое его вспучивание, поэтому в тех случаях, когда маркирование должно осуществляться без заметной деформации и зачистки, знаки гравируют.
Гравирование производится на гравировальных станках (рис. 6) с пантографом, который позволяет получать размеры букв и цифр нужного размера. Инструментом является специально заточенный резец-сверло. Работа производится по копиру (копией является набор шрифта).
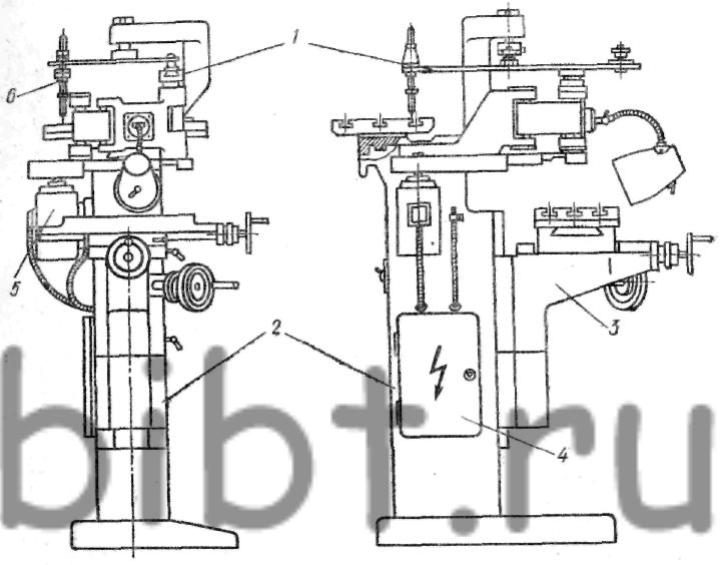
Рис. 6. Гравировальный станок:
1 - пантограф, 2 - станина, 3 - стол изделия, 4 - электрооборудование, 5 - электродвигатель, 6 - шпиндель
Одним из прогрессивных способов механического маркирования является накатка. Это сравнительно малошумный процесс, требующий небольших усилий. Стойкость клейм и степень автоматизации устройств в данном случае значительно выше, чем при других способах маркировки. Ниже описаны две конструкции станков-автоматов для маркировки цилиндрических изделий способом накатки.
Первый станок состоит из стола и клеймильного механизма. В нижней части стола 7 (рис. 7, а) имеется электродвигатель 1, приводящий в движение все механизмы станка при помощи клиноременной передачи 2.
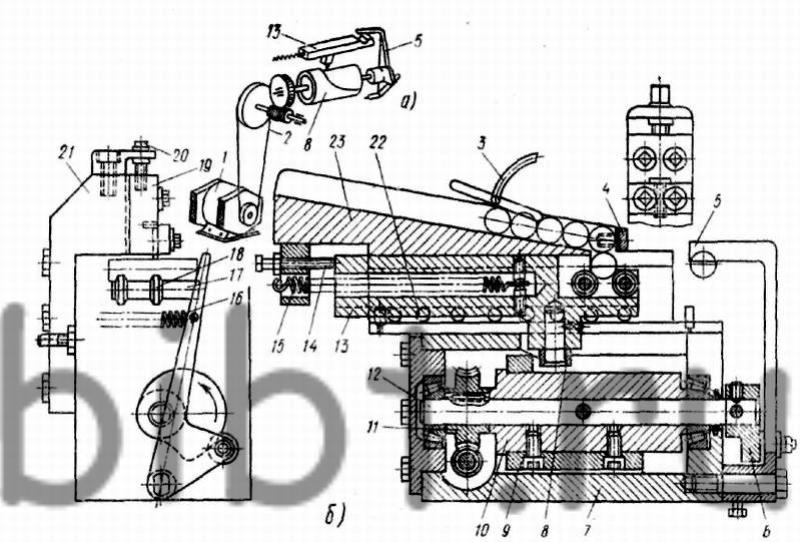
Рис. 7. Схема клеймильного механизма (а), клеймильный механизм (б) станка-полуавтомата со свободно вращающимися роликами
В корпусе (рис. 7, б) установлен вал 12, приводимый от червячной пары. На валу 12 жестко закреплены червячное зубчатое колесо 11, барабан 10 и кулачок 6 сбрасывания. На барабане расположен односторонний кулачок 9, который сообщает ползуну 13 рабочий ход через ролик 8. Ползун отводится пружиной 15 до регулируемого упора 14. В переднем и заднем положениях он имеет остановки.
Ползун перемещается по роликовым направляющим 22. В его передней части выполнен вырез под изделие, там же на осях 17 установлены четыре ролика 18, поддерживающие изделие. Над ползуном расположен лоток-магазин 23, в конце которого имеется ограничительная планка 4, предотвращающая выпадение изделий.
Если требуется прекратить подачу изделий под клейма без остановки станка, то для этой цели служит качающаяся задвижка 3 (рис. 1,6, изображена в открытом положении). Клеймо-держатель 19 установлен в кронштейне 21, высота установки регулируется винтом 20 (на главном виде рис. 7,б клеймодержатель условно приподнят). Сбрасыватель 5 (действующий от кулачка 6 и пружины 16) сбрасывает изделия в лоток, откуда они скатываются на конвейер, в ящик и т.д.
Рабочий цикл станка следующий: изделия уложены в лоток-магазин 23, причем нижнее изделие находится в вырезе ползуна и лежит на четырех роликах 18. Ползун начинает двигаться вправо, и верхней плоскостью перекрывает лоток-магазин. Проходя мимо клеймодержателя 19, изделие прокатывается под клеймами (расположенными на определенной высоте), несколько поворачиваясь на роликах.
В крайнем правом положении ползун останавливаемся, и сбрасыватель 5 сбрасывает заклейменное изделие в лоток. Ползун ускоренно отходит назад, окно в лотке-магазине открывается и в момент кратковременной остановки ползуна в левом крайнем положении следующее изделие поступает на ролики. Таким образом за каждый оборот кулачкового вала 12 происходит полный рабочий цикл.
Работа на станках проста, оператор закладывает детали в лоток-магазин и периодически следит за качеством клеймения. Все остальные процессы автоматизированы. Настройка станка и смена клейма очень просты и осуществляются оператором. Глубина клеймения регулируется винтом 20. Па станке можно клеймить изделия диаметром 10-40 мм и длиной до 150 мм, набор клейм может содержать 10-15 знаков.
Недостатком этого станка является наличие свободно вращающихся роликов, что приводит к снижению качества маркировки и некоторому искажению знаков. В модернизированной конструкции станка (рис. 8,а, б) ролики, поддерживающие изделие, имеют принудительное вращение.
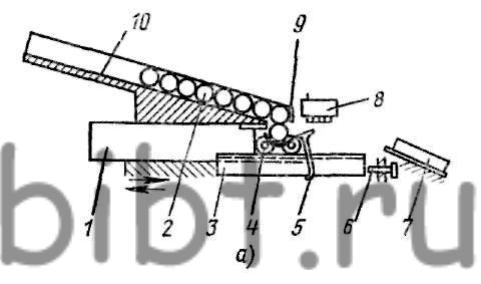
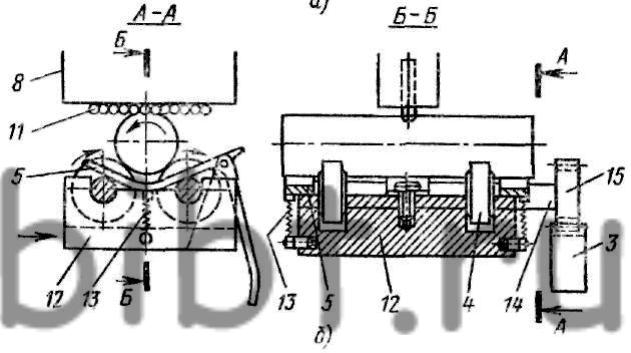
Рис. 8. Схема клеймильного механизма (а), подставка с роликами (б) станка -автомата с принудительно вращающимися роликами
Каретка 1 станка имеет возвратно-поступательное движение (привод на чертеже не показан). Для загрузки изделий 2 служит наклонный лоток-магазин 10 с ограничительной планкой 9. В передней части каретки закреплена подставка 12, в которой установлены четыре ролика 4, жестко сидящих на валиках 14.
На одном конце каждого валика имеется зубчатое колесо 15, сцепленное с неподвижной рейкой 3, расположенной сбоку от станка параллельно движению каретки. Сбрасыватель 5 выполнен в виде двуплечего рычага-вилки и снабжен пружинами 13. Вилка сбрасывателя изогнута и подведена под изделие. Второе плечо рычага в конце хода контактирует с подвижным упором 6. Заклейменные изделия сбрасываются в лоток 7. Набор плоских клейм-пуансонов 11 крепится в клеймо-держателе 8, неподвижно установленном на пути изделия.
Станок работает следующим образом. Изделия укладываются в лоток-магазин, в крайнем левом положении каретки одно из них скатывается на ролики 4. При движении каретки вперед ее верхняя плоскость перекрывает окно лотка, отсекая остальные изделия. Движение каретки заставляет вращаться ролики, кинематически связанные с рейкой 3. Проходя под клеймодержателем, изделие маркируется и в конце хода каретки сбрасывается в лоток 7. Каретка возвращается и цикл повторяется.
Особенностью этого станка является то, что установка изделия на вращающиеся ролики повышает качество клеймения.