
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. Маркировка электроискровым способом.
Электроискровой способ маркировки основан на эффекте расплавления и испарения микропорций металла под воздействием импульсов электрического тока, проходящих в канале разряда между поверхностью изделия (смоченной жидкой средой) и электродом-инструментом. В качестве жидкой среды используют минеральные масла.
В качестве основного материала для клейм применяется фольга из латуни ЛС-59 или ЛС-62, толщиной 0,1-0,2 мм в зависимости от высоты знака. Изготовление клейм с высотой знака менее 2 мм затруднительно, обычно знаки делаются высотой 3; 5; 7 мм.
Клейма изготовляют в следующем порядке: фольгу разрезают на ленты соответствующей ширины длиной не более 100 мм, далее их сгибают, затем протягивают через фильеры, обрезают деформированные концы и разрезают на куски необходимой длины, после чего припаивают к державкам припоем.
На рис. 9 показаны кассеты для клейм различных типов.
Маркировка производится на специальных электроискровых станках, работающих при напряжении 60-140 В. Изделие (деталь) устанавливают на стол станка и место для маркировки покрывают тонким слоем масла. Затем шпиндель станка с закрепленным на нем клеймом (кассетой) опускают до соприкосновения с деталью. Нажатием кнопки подается напряжение на вибратор и в рабочий промежуток. Время маркировки устанавливается от 3 до 15 с, в зависимости от необходимой глубины маркировки, качества и формы поверхности и контролируется реле времени.
Преимуществами этого способа является возможность маркировки всех токопроводящих материалов независимо от твердости их поверхности, большая глубина маркировки, возможность клеймения тонкостенных деталей и невысокие требования к шероховатости поверхности.
Недостатками являются невысокая производительность, образование дефектного слоя, сложность изготовления знаков-электродов и их значительный износ, зависящий от глубины маркировки, состояния поверхности и материала детали, а также величины напряжения. Средний износ электрода -от 0,05 до 0,22 мм на одно клеймение.
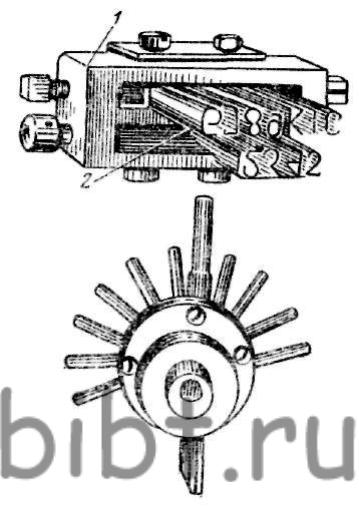
Рис. 9. Образцы кассет для клейм различных типов: 1 - основание, 2 - клеймо