
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. Торцовка и подготовка концов труб. Головка для зачистки труб под сварку.
Процесс подготовки торцов трубы заключается в удалении заусенцев и обработке кромок после обрезки.
В зависимости от последующей операции различают обработку торцов: под развальцовку и зиговку; с технологическим припуском; под сварку и пайку.
При обработке торцов под развальцовку и зиговку обрез торца должен быть выполнен под углом к оси, не иметь резких переходов, рисок и шероховатостей. Обработка торцов с технологическим припуском заключается в снятии заусенцев.
При обработке труб под сварку и пайку должны быть соблюдены требования, предъявляемые к соединению свариваемых и паяемых поверхностей.
Торцовку прямых и изогнутых труб проводят и специальными зенкерами. Торцовку труб под сварку, развальцовку и другие операции проводят также трубозачистной головкой (рис. 125). Концы трубы зачищают одновременно снаружи и внутри на длине 10- 15 мм для алюминиевых сплавов и не менее 15 мм для сталей.
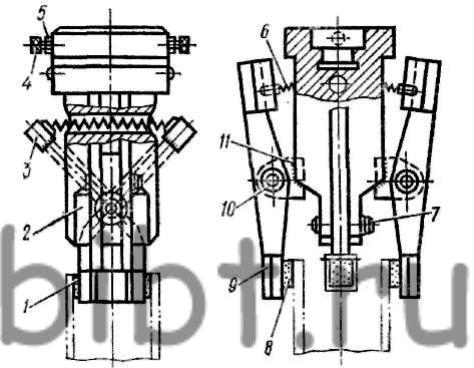
Рис. 125. Головка для зачистки труб под сварку:
1,8 - абразивные камни, 2 - корпус, 3, 9 - рычаги, 4 - болт, 5 - контргайка, 6 - пружина, 7, 10 - оси, 11 - ушки
К корпусу 2 головки с помощью ушек 11 и осей 10 прикреплены два рычага 9 для зачистки наружной поверхности трубы. На одном конце каждого рычага расположен грузик, на другом - прямоугольное гнездо для абразивного камня 8. В проушины корпуса перпендикулярно к этим рычагам прикреплены еще два рычага 3, соединенные между собой осью 7. На концах этих рычагов также расположены грузики и абразивные камни 1.
Эти рычаги с камнями служат для зачистки внутренней поверхности трубы. Трубозачистную головку можно установить на любой токарный станок. Она крепится к шпинделю болтами 4, контргайками 5 или зажимается в кулачках патрона. При соответствующей скорости вращения головки центробежная сила разводит концы рычагов с грузиками, растягивая пружины 6, другие концы рычагов сходятся, и камни прижимаются к наружной поверхности трубы.
Рычаги устроены так, что под действием центробежной силы расходятся не только концы, имеющие грузики, но и концы с камнями, при этом камни прижимаются к внутренней поверхности трубы. Труба закрепляется неподвижно и при вращении головки производится зачистка абразивными камнями конца трубы. Сила прижатия камня к поверхности трубы зависит от частоты вращения головки и массы грузиков. Затем концы труб полируют.
Кроме описанных вариантов, торцовку производят на специальных станках фасонными резцами и специальными шарошками. Ручная торцовка осуществляется в единичном и мелкосерийном производстве слесарным способом. В неответственных случаях допускается ручная зачистка шкуркой. Контроль перпендикулярности плоскости торца относительно оси трубы осуществляется угольником.