
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 6. Гибка труб вручную. Ручная гибка в приспособлении.
Холодная и горячая гибка труб.
Трубы гнутся в холодном и горячем состоянии с применением приспособлений и ручных станков. Угол гибки труб проверяется по шаблонам, изготовленным обычно из низкоуглеродистой листовой стали или проволоки диаметром 5-8 мм.
Ручная гибка труб производится с наполнителями и без них. Наполнители применяются для предотвращения образования складок в местах изгиба, а также для предотвращения появления овальности.
В качестве наполнителей применяют речной просушенный мелкий песок, канифоль, масло и другие минеральные легкоудаляемые вещества.
Холодную гибку труб диаметром до 30-40 мм осуществляют на ручных трубогибочных приспособлениях.
Гибку труб часто выполняют по групповому способу, при котором гнут длинную трубу, разрезают затем ее в необходимых местах и получают несколько труб требуемых размеров и конфигурации. При групповом способе гибки снижается расход труб за счет снижения отходов на припуск гибки, снижается расход пробок, а сама гибка осуществляется с меньшими усилиями, так как длинная труба изгибается легче.
Горячей гибке труб подвергают толстостенные трубы и трубы больших диаметров. Для нагрева мест гибки применяют пламя газовых горелок, а иногда и индукционный нагрев.
Гибка труб вручную является трудоемкой и мало производительной операцией, поэтому при изготовлении даже небольших партий труб используют механизацию гибки и контроля.
Гибку труб с нагревом открытым пламенем производят в тех случаях, когда их невозможно изогнуть в холодном состоянии из-за большой толщины стенки, сложности конфигурации трубы и малых радиусов гибки. При этом трубу закрепляют в приспособлении или тисках, нагревают и производят гибку.
Температуру нагрева контролируют при помощи специальных красок, изменяющих цвет в зависимости от температуры нагрева. После гибки, не давая трубе охладиться, производят правку гофров. Окончательную правку гофров производят специальными текстолитовыми оправками, соответствующими профилю трубы, или проталкиванием через полость трубы стального шарика.
Гибку труб в приспособлении (рис. 127) производят как с наполнителем, так и без него. Гибка в приспособлениях без наполнителей рекомендуется для труб, имеющих прямые участки не менее 25 мм, диаметры не более 10 мм и толщину стенки 0,5-1,5 мм.
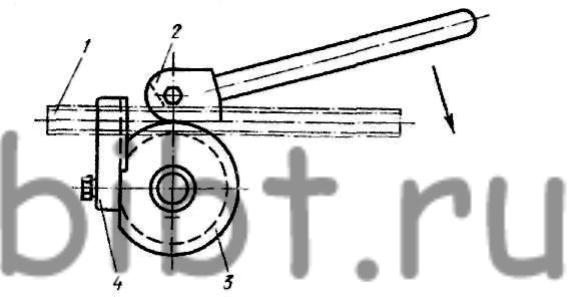
Рис. 127. Ручная гибка в приспособлении:
1 - труба, 2 - ползун, 3 - оправка, 4-прижим
Диаметр ручья гибочной оправки и ползуна должен быть равен номинальному диаметру изгибаемой трубы, увеличенному на 0,2 мм. Радиус гибочной оправки должен быть увеличен против номинального радиуса гибки на 0,2 мм для труб диаметром до 20 мм и на 0,25 мм для труб диаметром более 20 мм.
Настройку гибочного приспособления производят таким образом, чтобы ось ручья гибочной оправки и ось ручья ползуна совпадали. Установленная в приспособлении труба должна плотно прилегать к ручью гибочной оправки и ползуна и надежно крепиться прижимом, смещение трубы под прижимом не допускается. Конструкции приспособлений для ручной гибки разнообразны. На рис. 128 показано приспособление для гибки труб со сменной оправкой. Оно имеет гибочную плиту 1, в которой просверлены отверстия для упоров 2 и 4. Сменная гибочная оправка 3 имеет желоб, соответствующий форме и размерам изгибаемой трубы. При гибке рукоятку 7 вращают по часовой стрелке, винт 6, перемещаемый в зажимной гайке 5, упирается концом в сменную гибочную оправку, которая, воздействуя на трубу, изгибает ее на требуемый угол.
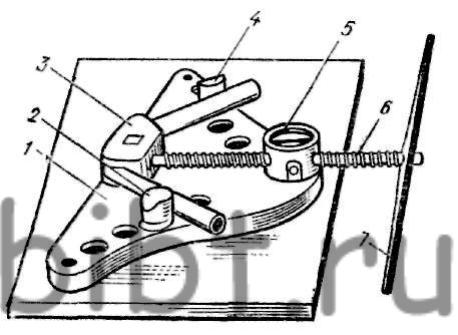
Рис. 128. Приспособление для гибки труб:
1 - плита, 2, 4 - упоры, 3- сменная оправка, 5 - гайка, 6 - винт, 7 - рукоятка
На рис. 129 показано ручное приспособление конструкции Вольнова, предназначенное для гибки стальных труб диаметром 1/2" и 3/4". Приспособление крепится к верстаку при помощи ступицы 1 и плиты 2. На одной оси ступицы и плиты находится неподвижный ролик 3 с хомутиком 7. Подвижный ролик 5 закреплен в скобе 4 с рукояткой 6. Для изгиба трубу вставляют между роликами так, чтобы ее конец вошел в скобу. Затем рукояткой поворачивают скобу с подвижным роликом до тех пор, пока труба не изогнется на необходимую величину. Для труб сложной конфигурации, не имеющих прямых участков между соседними изгибами, применяется комбинированный способ гибки с применением ручных трубогибочных приспособлений и жестких стоек с резиновыми оправками. В этом случае гибка производится только с наполнителем.
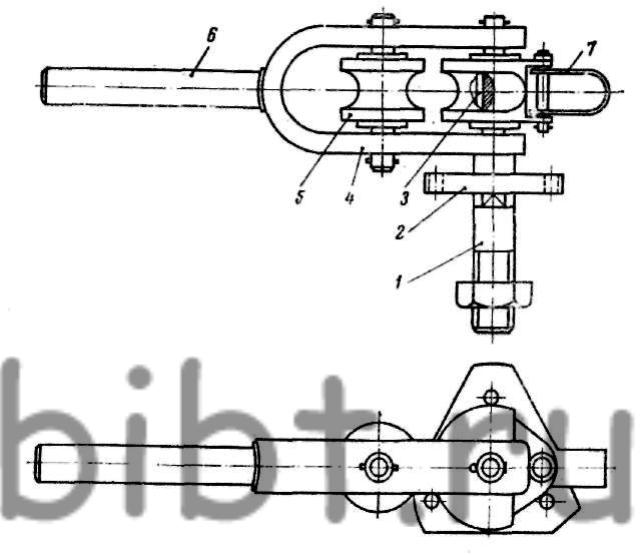
Рис. 129. Гибочное приспособление для гибки труб конструкции Вольнова:
1 - ступица, 2 - плита, 3, 5 - ролики, 4 - скоба, 5 -рукоятка, 7 - хомутик