
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 7. Гибка труб в холодном состоянии на станках. Трубогибочный станок С-240.
Гибку труб на станках можно производить без наполнителей, с применением жестких или гибких калибрующих оправок и с сыпучими, легкоплавкими или жидкими наполнителями. Трубогибочные станки подразделяются на станки с ручным, полуавтоматическим и программным управлением.
На рис. 130 показан трубогибочный станок С-240, предназначенный для гибки труб в холодном состоянии без наполнителя. Станок приводится в движение электродвигателем, от которого вращение передается при помощи клиновидных ремней к червячному редуктору. На верхнем конце вертикального вала червячного колеса посажено цилиндрическое зубчатое колесо, находящееся в зацеплении с зубчатым венцом поворотного стола.
Для гибки трубы выбирают гибочный ролик по диаметру изгибаемой трубы, а к балке крепят сменную прижимную оправку. Оправку (дорн), закрепленную на штанге, устанавливают на требуемую длину до начала изгиба. Далее при помощи рукоятки и прижимной оправки трубу прижимают к гибочному ролику. Гибка трубы происходит по гибочному ролику при вращении его вместе с поворотным столом, на котором он закреплен.
Станок имеет автоматический останов, срабатывающий при достижении нужного угла изгиба. Минимальный радиус изгиба на станке- 100 мм.
Трубы больших диаметров (до 100 мм) в холодном состоянии без наполнителей гнут на гидравлических прессах.
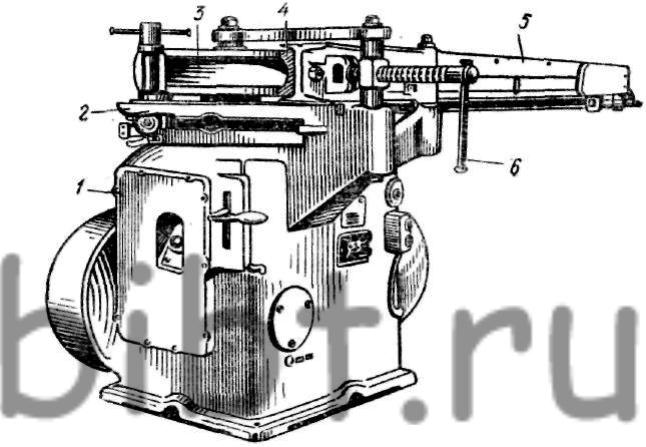
Рис. 130. Трубогибочный станок С-240:
1 - станина, 2 - поворотный стол, 3 - гибочный ролик, 4 - прижимная оправка, 5 -балка, 6 - рукоятка