
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Зиговочная машина ЗМ-49. Профили роликов и примеры работы на зигмашине.
Зиговочная машина ЗМ-49 (рис. 134, а, б). На площадке 1 установлен электродвигатель со шкивом. На машине можно производить зиговку стали толщиной до 2 мм и алюминиевых сплавов толщиной до 3 мм. Максимальное расстояние от края листа до оси зига 600 мм. Последовательность зиговки такая же, как и на предыдущей машине.

Рис. 134. Зиговочная машина ЗМ-49 (а), схема образования зига (б):
1 - площадка электродвигателя, 2 - станина, 3 - приводной механизм, 4 -ручка подъема, 5 - профилировочное устройство, 6 -упорная доска
При зиговке плоских деталей поводка плоскости незначительна, поэтому зиговку производят на деталях из материала в любом состоянии, т. е. в мягком или закаленном.
Изготовление зигов, не доходящих до краев деталей, вызывает коробление поверхности вследствие неравномерной деформации материала, что устраняется правкой. Для уменьшения времени правки зиговку выполняют на деталях из материала в свежезакаленном (дюралюминий) или мягком состоянии.
При зиговке по разметке криволинейных зигов пользуются ручным приводом, так как при машинном приводе рабочий не успевает направить ролики по разметке.
Зиговка узких и длинных деталей может привести к изгибу полосы на ребро вследствие неравномерного нажима роликов на материал. Поэтому при зиговке таких деталей сильно зажимать ролики нельзя.
При зиговке сварных обечаек необходимо, чтобы нижний ролик находился внутри детали, так как удерживать деталь наверху неудобно.
Если диаметр обечайки или днища баков больше расстояния от роликов до пола, то зигмашину устанавливают на подставку или делают приямок. Перед зиговкой обечайки и днища баков должны быть отторцованы, так как неровность торцов вызовет волнистость зига. Если одновременно выполняется и отбортовка, то отбортованная поверхность не получится плоской и величина отбортовки будет различной. Ролик сильно зажимать нельзя, так как можно раскатать край обечайки, причем произойдет увеличение ее диаметра, и обечайка не состыкуется с днищем.
Инструментом при зиговке является пара фасонных роликов (рис. 135,а-и). Рабочая поверхность роликов, особенно для зиговки цветных сплавов, тщательно полируется. Ролики изготовляют из малоуглеродистой цементируемой или инструментальной стали. Рабочую поверхность роликов закаливают до твердости HRC 40-44.
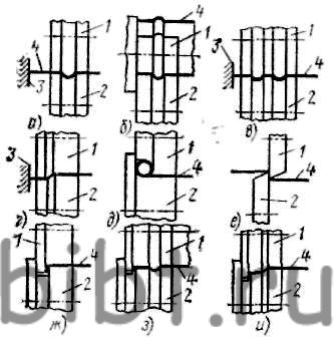
Рис. 135. Профили роликов и примеры работы на зигмашине:
а - зиговка детали по упору, б - зиговка трубы, в - зиговка двух рифов, г - подсечка, д - закатка борта, е - отрезка припуска, ж - отбортовка борта, э, и - одновременная отбортовка и зиговка; 1 - верхний ролик, 2 -нижний ролик, 3 - упор, 4 - заготовка