
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. Подсечка. Штамп для подсечки профилей.
Подсечка профилей вручную.
Сущность подсечки (рис. 136) состоит в том, что полка заготовки (детали) углубляется с таким расчетом, чтобы поверхность другой детали при наложении на полку находилась на одном уровне с общим неподсеченным уровнем полки.
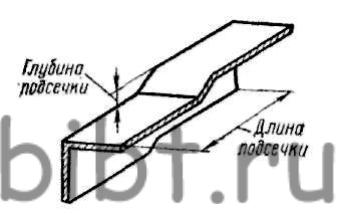
Рис. 136. Схема подсечки заготовки
Подсечка производится вручную на оправках (рис. 137 а, б) или в универсальных штампах со сменными сухарями. Ручная подсечка выполняется лишь при изготовлении малых партий деталей или отдельных образцов. При выполнении ручной подсечки оправку-подсечник зажимают в тисках, заготовку (деталь) укладывают на оправку и наносят удары молотком-наводильником. При выполнении подсечки у конца заготовки (детали) удары наносят равномерно, начиная с конца, постепенно приближаясь к неподсеченной полке. При нанесении ударов молотком по одному месту могут появиться трещины. При подсечке также следят за тем, чтобы смещалась вся полка, а не только ее верхняя часть.
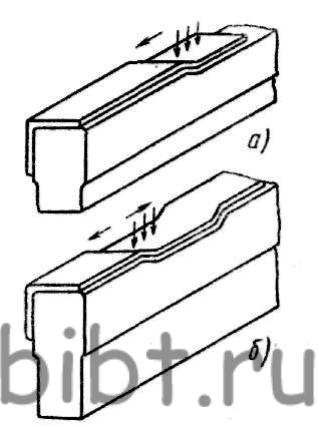
Рис. 137. Подсечка профилей вручную:
а - у конца профиля, б - на середине профиля
При серийном производстве подсечку осуществляют в универсальных штампах со сменными сухарями. Размеры подсечек обычно нормализуются, что позволяет ограничить число штампов, необходимых для выполнения операций.
На рис. 138 показан универсальный штамп для подсечки профилей. Заготовку (деталь) вставляют в штамп сбоку, ее вертикальные полки фиксируются в момент подсечки клиньями 9, а горизонтальная полка - прижимом 5. Фиксация заготовки (детали) по длине осуществляется регулируемым упором 2. Глубина подсечки регулируется ходом пресса.
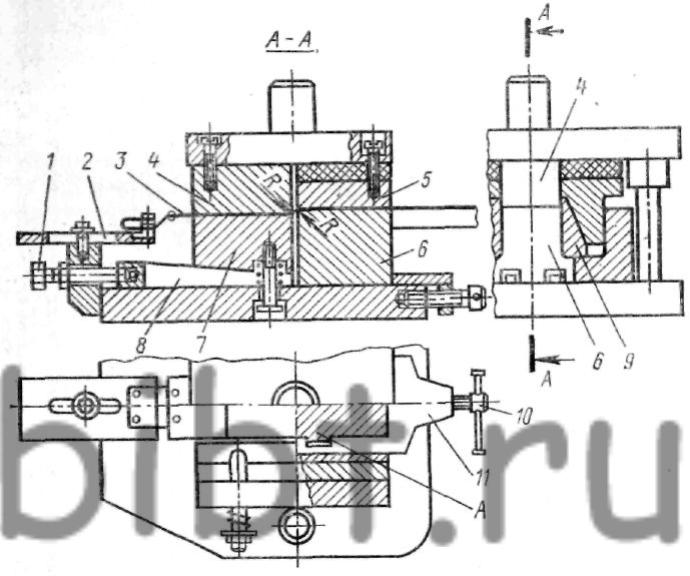
Рис. 138. Универсальный штамп для подсечки профилей:
1, 19 - винты, 2 - упор, 3 - откидная пластина, 4, 6 -пуансоны, 5 - прижим, 7 - сухарь, 8, 9 - клинья, 11 - гнездо
Упорный сухарь 7 с помощью клина 8 и винта 1 устанавливается на высоту, соответствующую высоте подсечки. Сечение сменных пуансонов 6 и 4 соответствует сечению подсекаемого профиля. Длина перехода подсечки устанавливается вращением винта 10, перемещающего гнездо 11 нижнего пуансона вместе с пуансоном, фиксированным в его пазах А. Для коротких подсечек упор снабжен откидной пластиной 3. При подъеме верхней части штампа клинья 9 раздвигаются пружинами и возвращаются в исходное положение.
На рис. 139 изображен универсальный штамп для подсечки другой конструкции. Фиксация заготовки по длине осуществляется регулируемым упором 2, ввинчиваемым в один из сменных сухарей 3. Для того чтобы деформация заготовки происходила только в требуемых направлениях, заготовка в начале хода пуансона вниз зажимается как в горизонтальном, так и в вертикальном направлениях. Зажим в горизонтальном направлении достигается с помощью клиньев 14, сдвигающих ползуны 13 с закрепленными на них сухарями 10. Верхний сухарь 9 прижимает недеформируемые участки заготовок к нижнему сухарю 10 усилием сжатия пружин 8.
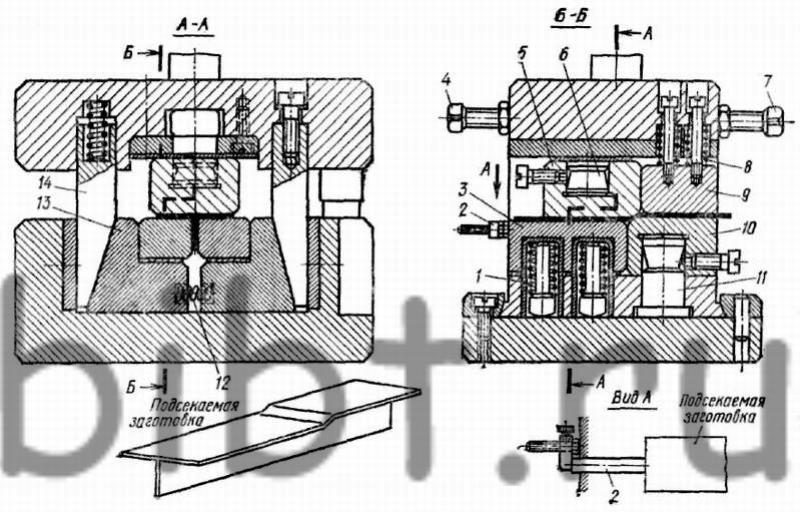
Рис. 139. Универсальный штамп для подсечки профилей:
1, 8, 12-пружины, 2 -упор, 4, 7 - регулировочные винты, 6, 11-штыри, 3, 5, 9, 10- сухари, 13 -ползун, 14 -клин
Под действием пружин 1 заготовка зажимается по длине подсечки между нижними 3 и верхними 5 сухарями. Так как штамп предназначен для подсечки профилей с различной толщиной полок, расстояние между штырями 11 и 6 регулируют перемещением верхнего штыря 6 по Т-образному пазу при помощи винтов 4 и 7. Пружины 12 возвращают ползуны 13 в исходное положение. Если заготовка гнется в штампе, то подсечку обычно совмещают с гибкой.