
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Правка шлифовального круга алмазным инструментом.
Алмазно-металлические карандаши. Крепления алмаза в оправках. Алмазные пластинки.
Правка алмазным инструментом. При правке алмазным инструментом происходит интенсивное удаление целых зерен и дробление абразивного материала и связки шлифовального круга.
Для правки наиболее широко применяют алмазно-металлические карандаши, алмазные зерна в оправках, алмазные пластины и ролики.
Алмазно-металлические карандаши представляют собой стальную или медную вставку 1, в которой крепятся алмазы малых размеров при помощи специальной связки. Эта вставка запрессовывается в стальную оправку 2 (рис. 7). В карандашах алмазы могут располагаться слоями (тип С), цепочкой вдоль оси (тип Ц) и неориентированно (тип Н).
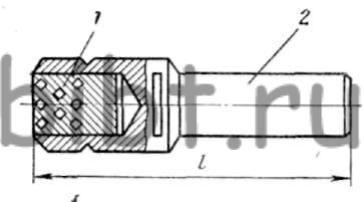
Рис. 7. Алмазный карандаш
В пределах каждого типа карандаши разделяются на марки в зависимости от массы и количества алмазов, размеров вставки и оправки.
Карандаши должны жестко крепиться в приспособлении. Алмазные зерна в оправках являются однолезвийными правящими инструментами.
Для рационального использования алмазов и повышения качества правки карандаши типа С и Ц следует устанавливать с наклоном в сторону вращения шлифовального круга под углом 10-15°. При этом рабочая кромка алмаза должна находиться на уровне линии центров или ниже ее на 1-2 мм.
Для обеспечения равномерного износа алмаза и образования новых режущих кромок алмаз с оправкой нужно периодически поворачивать. Выполняется эта операция при помощи поворотных индексирующих головок конструкции ВНИИалмаз (рис. 8).
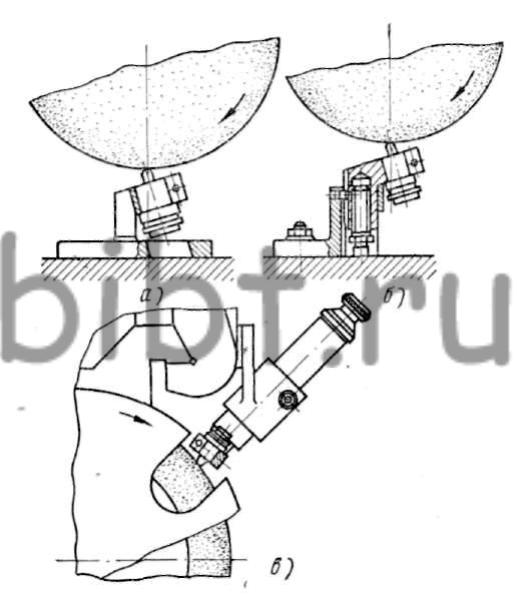
Рис. 8. Способы установки (а, б, в) индексирующей головки с алмазной оправкой на станках
Правятся шлифовальные круги алмазным инструментом при большой скорости круга, что обеспечивает большую производительность и высокое качество поверхности круга. Продольная подача инструмента направлена параллельно оси круга при правке цилиндрической поверхности круга и перпендикулярно оси вращения шлифовального круга при правке торцовой поверхности. При правке фасонной поверхности продольная подача инструмента направлена вдоль образующей рабочей поверхности круга.
Алмазы крепятся в оправках (рис. 9).
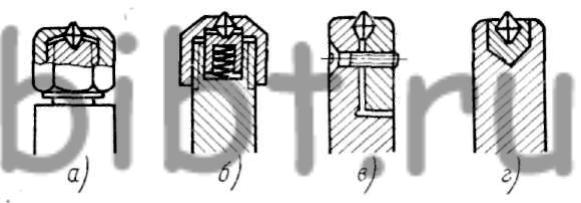
Рис. 9. Способы крепления алмаза в оправках:
а - навинчиванием колпачка, б - то же, с пружинным поджимом, в - зажимом между двумя планками, г - припоем, за счет усадки припоя после его охлаждения
Для правки кругов используются технические алмазы. Чем больше диаметр круга и выше его зернистость и твердость, тем больше по размеру должен быть применяемый для правки алмаз.
Например, для правки круга на керамической связке диаметром 200 мм, зернистости 40 (по ГОСТ) и твердости СМ2 величина зерна должна быть не менее 0,3 карата. Для круга такой же характеристики диаметром 500 мм требуется алмаз 0,75 карата.
В настоящее время применяют державки с 8-4 алмазами (рис. 10). Алмазы располагают так, чтобы они выступали один относительно другого на определенную величину. Поэтому за один проход каждый алмаз снимает свой слой абразива. Таким образом сокращают время на правку. Державку с алмазом (рис. 10, а) следует устанавливать под углом 7-15°.
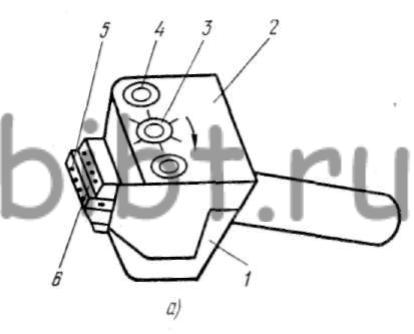
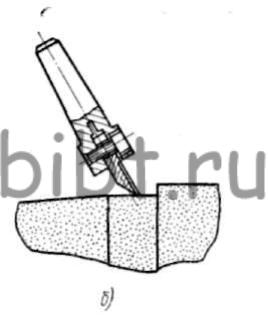
Рис. 10. Державки для правки кругов:
а - с несколькими алмазами: 1 - корпус, 2 - верхняя крышка с делениями для фиксации кулачкового валика, 3 - кулачковый валик для выдвижения любой пластины, 4 - два винта для закрепления пластин, 5 -алмазы в пластине (4-8 шт.), 6 - пластины (4 шт.); б - схема правки круга алмазной пластинкой
Алмазные пластинки применяют для правки профильных кругов при врезном шлифовании (рис. 10,б).
Металлическая пластинка покрыта алмазным слоем толщиной 0,5-:-2 мм. Пластинки устанавливают в горизонтальной плоскости по центру и под углом 8-10° к направлению перемещения ее.
Пластинка работает до полного износа алмазоносного слоя. Так как в правке одновременно участвует много алмазных зерен, то время на правку сокращается до 50%, расходы - до 40%, поверхность круга получается менее шероховатой.
Круги правят алмазными инструментами с sпр = 0,05- 0,4 мм/мин, sп.п = 0,02-0,03 мм/ход при черновой и sпр=0,005-0,001 мм/ход при чистовой правке. Правку производят за 1-2 рабочих хода с указанной поперечной подачей и с 1-2 рабочими ходами без поперечной подачи.
Для правки фасонных шлифовальных кругов в настоящее время начали применять алмазные ролики. На поверхности металлического ролика, профиль которого соответствует профилю шлифовального круга, наносится слой алмазных зерен, закрепленных связкой из спеченного порошкового металла (рис. 11).
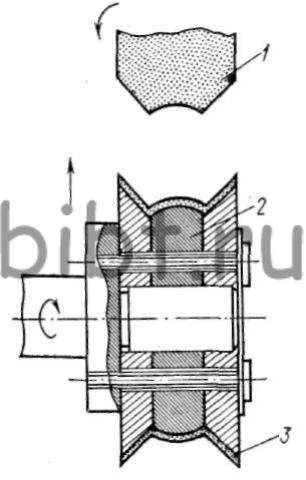
Рис. 11. Правка фасонного круга алмазным роликом:
1 - шлифовальный круг, 2 - правящий ролик, 3- алмазный слой
Ролик при правке получает принудительное вращение и поперечную подачу. Сами ролики правят методом шлифования.
По сравнению с другими алмазными инструментами у роликов гораздо большая стойкость, а правящая способность остается постоянной во все время работы. Время на правку роликами составляет 2,5- 5 с, поэтому правка может производиться во время загрузки-разгрузки станка.
Правят шлифовальные круги алмазным инструментом в следующих случаях:
1) при шлифовании деталей на проход, врезанием и в упор с допуском по 1-му классу точности и шероховатостью 8-го класса и выше;
2) при шлифовании на проход деталей с допуском 12 мкм и точнее с шероховатостью термически обработанных деталей 8-го класса и выше и шероховатостью термически необработанных деталей 7-го класса и выше;
3) при шлифовании с шероховатостью 7-го класса и выше и с жесткими допусками на точность формы;
4) при отделочном шлифовании детали для достижения 11 - 12-го классов шероховатости и точности выше 1-го класса;
5) при зернистости кругов 50-25 и ниже на керамической связке, применяемых для шлифования периферией круга, и на бакелитовой связке для шлифования торцом круга.
Перед правкой шлифовальный круг должен быть тщательно отбалансирован.
Правят круги при обильном охлаждении или вообще без охлаждения. Если правка осуществляется с охлаждением, то охлаждающая жидкость должна подаваться без перерывов, иначе на кристалле алмаза могут образоваться трещины. Охлаждающую жидкость необходимо тщательно очищать от загрязнения частицами абразива и металла, так как загрязненная жидкость сокращает срок эксплуатации круга от одной до другой правки (стойкость). Правку кругов без охлаждения надо производить с перерывами, чтобы алмазный инструмент мог охладиться на воздухе. Перед началом правки необходимо проверить крепление приспособления на станке и алмазного инструмента в приспособлении. После правки следует очистить правящие приспособления от абразивных частиц.
При правке алмазный инструмент следует подводить к поверхности круга очень осторожно. Обычно алмаз подводят к поверхности круга в середине его высоты (ширины) и как можно ближе к рабочей поверхности, а затем включают продольную подачу.