
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 10. ИЗНОС И ЗАСАЛИВАНИЕ КРУГОВ. МЕТОДЫ И РЕЖИМЫ ПРАВКИ КРУГОВ.
Схема притупления абразивного зерна. Правка шлифовальных кругов: алмазным инструментом, дисками, кругами из карбида кремния.
В процессе снятия стружки режущие грани абразивных зерен затупляются и на них образуются небольшие площадки. Кроме того, происходит выкрашивание граней абразива. Образование площадок вместо острых режущих кромок вызвано понижением прочности и твердости абразивных зерен при температурах 1000-1600° С, возникающих в зоне контакта круга и детали.

Рис. 5, Схема притупления абразивного зерна
На рис. 5, а показано режущее зерно после непродолжительного времени работы. Вершина зерна округлилась и сила, требуемая для отделения стружки этим зерном, начинает возрастать. Зерно еще крепко держится в связке, но прочность его недостаточна и оно раскалывается.
На рис. 5, б у зерна появились две новые вершины и его режущая способность восстановлена. Сила резания уменьшается и становится нормальной.
Это свойство абразивных зерен восстанавливать свою режущую способность называется самозатачиванием.
Через некоторое время самозаточившееся зерно вновь притупляется (рис. 5, в); одновременно возрастает сила резания. Зерно разрушается вторично и начинает нормально резать вновь образовавшимися вершинами.
На рис. 5, г показано зерно после второго разрушения, а на рис. 5, д после третьего притупления. На этот раз высота, на которую зерно выступает из связки, настолько незначительна, что дальнейшему дроблению не поддается, но в то же время связка его удерживает. В результате зерно перестает резать и с большой силой трется об обрабатываемую поверхность, вызывая прижоги и шлифовочные трещины.
Кроме этого, на износ влияют диффузионные и адгезионные процессы (налипание), протекающие в зоне контакта круга и детали. Диффузия, т. е. проникновение частиц одного материала в другой, увеличивается при высоких температурах и при высоком давлении одного тела на другое. Как раз такие условия и возникают в зоне контакта. Поэтому часть абразива переносится в обрабатываемую поверхность детали, а часть материала детали переносится в абразивные зерна. Налипший на зерна абразива материал как бы разделяет зерно, способствуя разрушению ранее монолитного абразивного зерна.
Диффузионный износ является наибольшим по величине при шлифовании химически сродственных с данным абразивом материалов.
Так, например, карбид кремния химически сродствен сталям и не сродствен чугунам, поэтому им шлифуют чугуны. Электрокорунды химически сродственны чугунам, поэтому ими не шлифуют чугуны. Титановые сплавы очень сродственны электрокорундам, менее карбиду кремния и не сродственны карбидам циркония. Следовательно, титановые сплавы следует шлифовать карбидами циркония или карбидами кремния.
Полное самозатачивание круга происходит иногда при выполнении некоторых предварительных операций. При чистовых операциях самозатачивающиеся круги не могут применяться, так как при самозатачивании они не сохраняют свои геометрические размеры, микропрофиль, и режущие свойства рабочей поверхности.
Затупление круга определяется по ряду признаков: усилению шума при шлифовании, усилению вибрации, возрастанию усилий резания, ухудшению качества поверхности, уменьшению точности формы детали. Для восстановления режущей способности кругов следует их периодически править. При правке нужно снимать возможно меньший слой абразива.
При правке круга после каждой черновой обработки слой этот составляет 0,02-:-0,03 мм. Износ круга в процессе шлифования составляет лишь 10-20% от объема, снимаемого при правке круга.
При переточках диаметр круга уменьшается. Круг можно использовать только до размера, составляющего 0,65 от его первоначального диаметра.
Продолжительность работы круга между двумя правками называется стойкостью круга. Высокая стойкость круга, помимо экономии абразивного инструмента, сокращает рабочее время, которое затрачивается на процесс правки, а также на наладку станка после правки. Износ зависит от способа правки - наименьший при правке алмазно-металлическими карандашами и наибольший - при правке металлическими дисками и звездочками.
Шлифовальные круги правят тремя методами: обтачиванием алмазным инструментом (рис. 6, а), обкатыванием при помощи роликов (рис. 6,б), шлифованием кругами из карбида кремния (рис. 6, в).
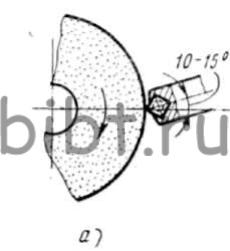
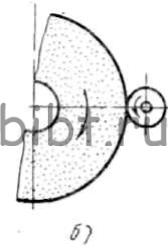
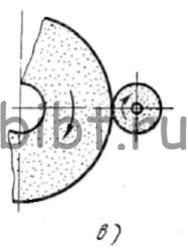
Рис. 6. Правка шлифовальных кругов:
а - алмазным инструментом, б - дисками, в - кругами из карбида кремния