
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 17. ШЛИФОВАНИЕ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ.
Шлифование торцом круга. Шлифование торцов оправок.
В массовом производстве торцы деталей шлифуют на специальных торцешлифовальных станках. Например, торцы цилиндрических роликов для подшипников качения шлифуют за один проход двумя кругами. Каждый круг смонтирован на отдельной шлифовальной бабке и, соответствующая установка этих шлифовальных бабок определяет длину шлифованных роликов.
Такой способ шлифования торцовых поверхностей высокопроизводителен, но требует специальных станков, поэтому его применение экономически оправдывается в массовом производстве.
В мелкосерийном производстве, а также при обработке несквозных торцов уступов шлифование производится на обычных круглошлифовальных станках.
Шлифование торцом круга. Обычно этим способом шлифуют торцы на буртиках (рис. 34). Торец круга заправляется с поднутрением. Резание производится только зернами, расположенными на самой кромке круга.

Рис. 34. Шлифование торцом круга
При шлифовании торцом поверхность контакта круга с деталью большая и каждое зерно соприкасается с шлифуемой поверхностью по всей длине контакта, поэтому объем снимаемого металла значительно больше, чем при шлифовании периферией круга. При этом интенсивно выделяется тепло в зоне резания и, чтобы избежать появления прижогов и шлифовочных трещин, необходимо работать с очень малыми подачами и обильным охлаждением.
Буртики шлифуют торцом круга в таком порядке. После шлифования цилиндрической поверхности, граничащей с буртиком, шлифовальный круг отводят назад на 0,03-0,05 мм и вручную подводят торец круга к торцу шлифуемого буртика, с появлением искры осторожно воздействуют на маховичок продольной подачи и шлифуют торец.
Во многих случаях торцы шлифуют до удаления следов предыдущей операции.
Плоскостность прошлифованных торцов проверяют лекальной линейкой (рис. 35, а). Для процесса шлифования важное значение имеет установка шлифовальной бабки. Ось шлифовального шпинделя должна быть параллельна направлению продольного движения стола.
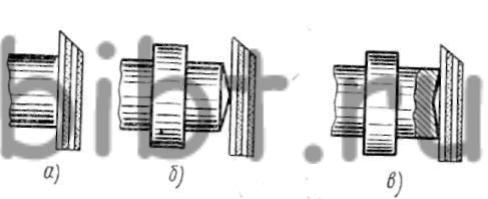
Рис. 35. Проверка плоскостности прошлифованных торцов лекальной линейкой
Обычно шлифовальную бабку устанавливают по шкале. Для шлифования цилиндрических поверхностей такая установка приемлема, так как после заправки круга образующая его параллельна ходу стола. Но при шлифовании торцом круга погрешность, допущенная при установке шлифовальной бабки, заметно сказывается на качестве обработанной поверхности и поэтому должна быть устранена. Если прошлифованный торец оказывается выпуклым (рис. 35, б), это значит, что ось шлифовального шпинделя не параллельна направлению движения стола, а составляет с ним некоторый угол, вершина которого направлена к передней бабке, и, наоборот, вогнутость прошлифованного торца (рис. 35, в) указывает на то, что вершина угла между осью шпинделя и направляющими стола направлена к задней бабке.
При шлифовании двух торцов, расстояние между которыми должно быть выдержано в пределах допуска, применяют наладки с индикатором, установленным на станине станка неподвижно, и упорной планкой. Упорная планка закрепляется в продольном пазу стола точно так же, как и упоры переключения хода стола. Порядок пользования наладкой проследим на двух примерах.
Пример 1. У оправки (рис. 36, а) требуется выдержать размер 80±0,015 мм. Припуск на шлифование составляет 0,5 мм.
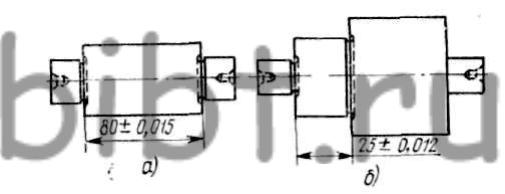
Рис. 36. Шлифование торцов оправок: а - с двух сторон, б - с одной стороны
Круг подводят к первому торцу до начала искрения, затем передвигают упорную планку к индикатору так, чтобы стрелка его повернулась на один оборот, и закрепляют ее. Затем, повернув шкалу индикатора так, чтобы стрелка установилась на нуле, шлифуют торец до момента, пока стрелка индикатора не подойдет- к 20-му делению. Это означает, что снят припуск 0,2 мм. После этого подачу прекращают и по окончании «выхаживания» круга шлифование первого торца, можно считать законченным. В таком же порядке шлифуют второй торец «как чисто» и проверяют размер. Допустим, он равен 80,25 мм, тогда, повернув шкалу индикатора, чтобы стрелка установилась на нуль, шлифуют торец, пока стрелка не подойдет к 25-му делению. После этого выключают подачу и производят «выхаживание» круга.
Пример 2. У оправки, показанной на рис. 36, б, требуется выдержать расстояние между торцами 25±0,012 мм.
Шлифуют оба торца «как чисто» и проверяют размер. Допустим, получен размер 25,3 мм, тогда подводят круг к меньшему торцу, и, повернув шкалу, чтобы стрелка индикатора оказалась на нуле, шлифуют торец, пока стрелка индикатора не подойдет к 30-му делению.
Если после шлифования обоих торцов «как чисто» размер получится не 25,3, а 24,7 мм, то в таком же порядке шлифуют большой торец.
В некоторых случаях шлифуют одновременно торцы и прилегающую цилиндрическую поверхность специально заправленным шлифовальным кругом (рис. 37). При этом ось шпинделя шлифовального круга располагается под углом к оси шлифуемой детали (чаще всего этот угол равен 45°).
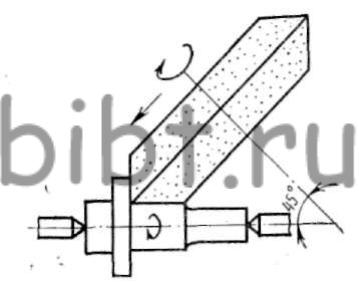
Рис. 37. Одновременное шлифование диаметра и торца
Подача производится, как обычно, перпендикулярно оси вращения шлифовального круга. Такой способ шлифования торцов более производителен и обеспечивает требуемую точность шлифуемых поверхностей.