
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Проверка точности конических деталей.
Шаблоны : для проверки угла конусности, для проверки угла и малого диаметра конуса. Калибры для проверки конических поверхностей.
Проверка точности конических деталей. На практике применяются различные методы проверки конических деталей. Угол уклона конической поверхности можно проверить угломером, а при большом количестве одинаковых деталей - специальным шаблоном (рис. 41, а). Проверка шаблоном не гарантирует точности диаметра шлифуемой детали.
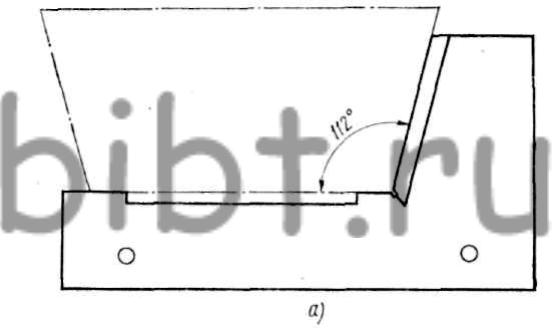
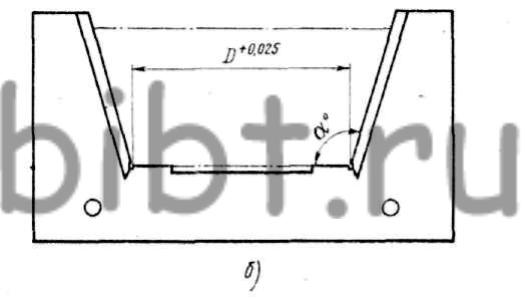
Рис. 41. Шаблоны:
а - для проверки угла конусности, б - для проверки угла и малого диаметра конуса
В тех случаях, когда малый диаметр конической поверхности задан с жестким допуском, применяют шаблон, контролирующий одновременно угол конусности и малый диаметр детали (рис. 41, б).
При шлифовании деталей с небольшими углами конусности, например центров, конусных хвостовиков сверл и фрез, углы конусности и диаметр проверяют специальными контрольными калибрами (рис. 42) -втулками, пробками.
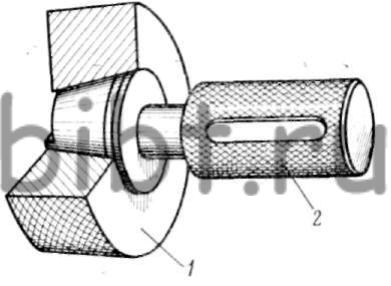
Рис. 42. Калибры для проверки конических поверхностей: 1 - наружных, 2 - внутренних
При шлифовании единичных деталей малый диаметр шлифуемого конуса контролируют универсальным роликовым приспособлением (рис. 43). Ролики 1 и 2 имеют одинаковый диаметр, выдержанный с большой точностью. Расстояние между роликами зависит от величины малого диаметра конуса и угла наклона его, а также от диаметра роликов, и определяется по формуле
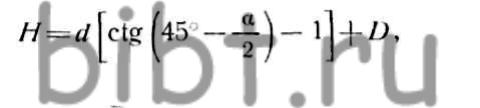
где d - диаметр ролика;
D - малый диаметр конуса; α - угол уклона конуса. По подсчитанному размеру Н набирают блок мерных плиток, вставляют его между роликами и положение роликов фиксируют винтами 4 и 3.
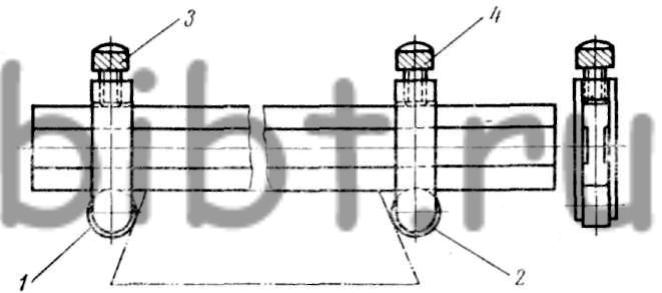
Рис. 43. Роликовое приспособление для проверки конических поверхностей
Примeр. Определить расстояние между роликами для контроля малого диаметра шлифуемого конуса, если имеются следующие данные: d=10 мм, α= 30°, D = 80 мм.
Решение.

При проверке конуса детали, например, с углом при вершине 32°, по таблице синусов находят синус угла 16° (угол уклона на конус замеряемой детали), который равен 0,27564. Учитывая, что расстояние между роликами приспособления l = 250 мм, находим высоту Н блока мерных плиток, который необходимо подложить под ролик 2 поворотного стола: H = 0,27564X250 = 68,91 мм. После этого индикатором, закрепленным на стойке, проверяют параллельность верхней образующей конуса детали плоскости плиты. Если угол прошлифован правильно, то стрелка индикатора останется на нуле.