
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 19. ШЛИФОВАНИЕ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ.
Выбор шлифовального круга. Режимы шлифования. Внутреннее шлифование способом врезания.
Выбор шлифовального круга. Диаметр круга для шлифования отверстий применяют равным 0,6-0,95 диаметра шлифуемого отверстия.
Поскольку шпиндель внутришлифовального станка работает с большим числом оборотов, то может оказаться, что при шлифовании больших отверстий окружная скорость круга будет выше допустимой. В таких случаях необходимо заменить ведущий шкив привода шпинделя на меньший по диаметру.
Высота круга для отверстий большого диаметра должна быть 50 мм, с уменьшением шлифуемого отверстия высоту круга уменьшают. Отверстия диаметром меньше 10-15 мм шлифуют кругами высотой 8-12 мм. Круги высотой более 50 мм применяются только при шлифовании способом врезания при длине деталей более 50 мм.
При выборе абразивного материала и связки круга руководствуются теми же соображениями, что и при наружном шлифовании. Исключение составляет твердость круга.
Учитывая большую длину дуги контакта шлифовального круга и изделия, твердость круга выбирают на одну-две ступени меньше, чем для наружного шлифования аналогичного материала.
Установка и крепление шлифовального круга. Шлифовальный круг устанавливают на специальной оправке 1 (рис. 44, а), которая затем закрепляется на шлифовальном шпинделе. Шлифовальный круг должен прилегать к торцу оправки по всей поверхности с небольшим зазором по внутреннему диаметру.
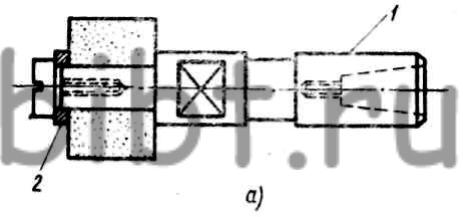
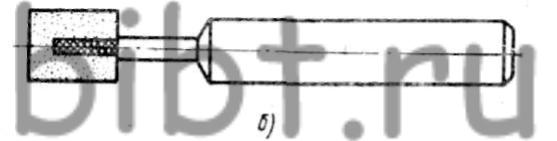
Рис. 44. Крепление шлифовального круга на оправке: а - с помощью винта, б - жесткое с помощью пайки
Затем устанавливают картонную шайбу 2 и закрепляют круг винтом со стальной шайбой.
Вновь установленный круг всегда имеет значительное биение и правка его требует дополнительных затрат времени. Кроме того, круги очень часто правят из-за небольшого диаметра их и ограниченного срока службы. Поэтому целесообразно иметь определенное количество запасных оправок с закрепленными и предварительно правленными кругами.
Оправки для кругов должны быть жесткими. Поэтому для каждого конкретного случая следует выбирать наиболее короткую оправку.
При шлифовании отверстий диаметром меньше 10 мм применяют круги (рис. 44, б), жестко закрепленные на специальных оправках.
В настоящее время для шлифования отверстий малых диаметров в деталях из твердого сплава используют алмазные круги. Несмотря на высокую стоимость таких кругов, их применение оправдывается благодаря значительному повышению производительности. При установке на шпиндель алмазные круги не должны иметь биения, так как их не правят.
Режимы шлифования. Выбирая режимы шлифования, учитывают, что условия резания при внутреннем шлифовании менее благоприятны, чем при наружном. Поэтому поперечную подачу при внутреннем шлифовании-обычно применяют 0,005-0,02 мм на двойной ход, что в 2,5 раза меньше, чем при наружном шлифовании. Улучшают условия резания также частой правкой круга.
Окружная скорость круга при черновом шлифовании составляет 25-30 м/с и при чистовом - 30-35 м/с. Для обеспечения такой скорости в настоящее время все больше применяют электрошпиндели со скоростью вращения до 48 000 об/мин и выше.
Шлифование цилиндрических отверстий. Сквозные отверстия чаще всего шлифуют способом многократных проходов, при котором вращающийся круг совершает возвратно-поступательное движение вдоль образующей шлифуемого отверстия.
Кулачки реверсирования устанавливают так, чтобы круг не выходил из шлифуемого отверстия больше, чем наполовину своей высоты, в противном случае размер отверстия вблизи торцов будет больше, чем в середине.
В то же время нельзя допускать, чтобы круг выходил из шлифуемого отверстия меньше чем на одну треть своей высоты, так как в этом случае размер отверстия у входов будет меньше, чем в середине.
При работе с автоматической поперечной подачей шлифование продолжается еще некоторое время после прекращения подачи. Обычно стол совершает 8-10 двойных ходов без поперечной подачи, после чего шлифовальный круг выводят из отверстия. Если это требование не соблюдается, то на обработанной поверхности отверстия остаются следы, образующиеся при выходе круга.
Часто применяют также способ шлифования врезанием (рис. 45, а). Шлифование отверстия и внутреннего торца может выполняться одновременно (рис. 45, б). Для уменьшения шероховатости шлифуемой поверхности кругу сообщают незначительное возвратно-поступательное перемещение вдоль образующей шлифуемого отверстия в пределах 0,2-0,4 мм.
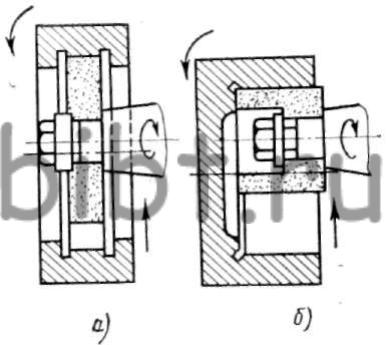
Рис. 45. Внутреннее шлифование способом врезания:
а - диаметра, б - одновременно диаметра и торца