
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 23. ПОНЯТИЕ О БАЗАХ. МЕТОДЫ УСТАНОВКИ ДЕТАЛЕЙ НА СТАНКАХ.
Конструкторские, технологические и измерительные базы.
Установочные, направляющие, опорные, двойные направляющие и двойные опорные базы.
Базированием называют придание детали или сборочной единице требуемого положения в пространстве относительно выбранной системы координат. Например, при установке вала на шлифовальный станок необходимо, чтобы ось вала совпала с осью передней и задней бабки станка. Базирование деталей производится с помощью определенных базовых поверхностей. Для обеспечения по стоянного контакта детали с поверхностями другой детали в сборочной единице или машине, в приспособлении, при обработке или измерении, необходимо приложить определенную силу или момент сил, создающих силовое замыкание.
Установка детали - это базирование и силовое замыкание совместно. По назначению базы классифицируют на конструкторские, технологические и измерительные.
Конструкторская база определяет положение детали в изделии, технологическая база - положение детали в процессе ее изготовления, измерительная база - положение детали относительно средств измерения.
В процессе обработки детали используются установочные, направляющие, опорные, двойные направляющие и двойные опорные базы.
Установочная база фиксирует положение детали относительно возможных поворотов вокруг двух осей и перемещения относительно третьей.
Направляющая база фиксирует положение детали (рис. 51) относительно возможного поворота вокруг одной оси и перемещения относительно другой оси.
Опорная база фиксирует положение детали относительно перемещения или поворота вокруг одной оси.
Двойная направляющая база фиксирует положение детали относительно возможных поворотов вокруг двух осей и перемещений относительно этих же осей. Например, установка детали по цилиндрической базовой поверхности в призму в трехкулачковый патрон, установка центровыми гнездами на центр станка.
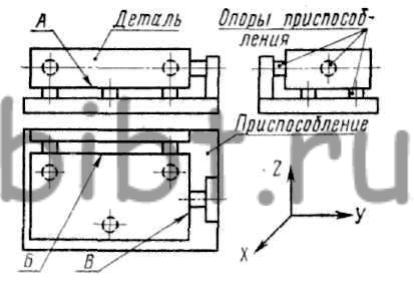
Рис. 51. Технологические базы:
А - установочная (фиксирующая деталь относительно смещения вдоль оси Z и поворота вокруг X и Y), Б - направляющая (фиксирующая деталь относительно смещения вдоль оси X и поворота вокруг оси Z), В - опорная (фиксирующая деталь относительно ее перемещения вдоль оси Y)
Если деталь устанавливается в трехкулачковый патрон по цилиндрической базовой поверхности и поджимается базовым торцом к кулачкам, то она устанавливается на двойную направляющую и опорную базу.
Двойная опорная база фиксирует положение детали относительно перемещений вдоль двух осей.
Базовые поверхности в значительной мере определяют точность обработки детали, поэтому они должны быть точно обработаны и иметь малую шероховатость поверхности.
Для получения высокой точности при обработке и измерении детали стремятся совмещать конструкторские и технологические базы. Так, у валов конструкторской базой является ось вала. При обработке валов вначале производится зацентровка торцов с двух сторон, и вал устанавливается при всех обработках на центра станка по центровым гнездам. Вал располагается в центрах так, что ось вала совпадает с осью центровых гнезд и центров станка, т. е. конструкторская и технологическая базы совпадают. В этом случае разные шейки и торцы шлифуются при одном и том же положении оси вала. Таким образом обеспечивается соосность шеек и перпендикулярность торцов к оси.
Чтобы деталь занимала одинаковое положение относительно приспособления, режущего и мерительного инструмента во время обработки в разных операциях и контроля следует сохранять одни и те же технологические базы.
При бесцентровом шлифовании технологической базой является шлифуемая поверхность. Если шлифуются на бесцентровом станке две цилиндрические поверхности, то каждая имеет свою ось вращения и потому соосность этих поверхностей не обеспечивается.
Биение поверхности проверяют путем установки вала в центра при базировании на центровых гнездах. Шток индикатора касается проверяемой поверхности. Вал медленно вращают рукой. Если стрелка индикатора отклонится на большую величину, чем указано в технических условиях, то вал нужно забраковать по биению (рис. 52).
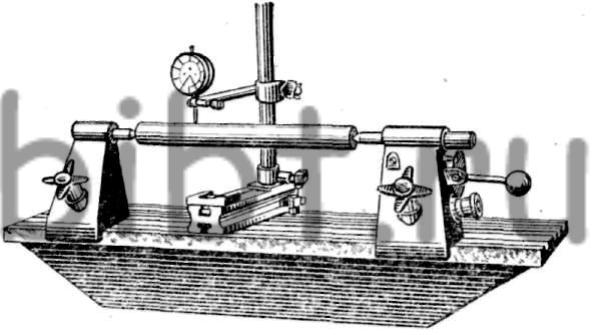
Рис. 52. Проверка биения вала