
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Приспособления для шлифования. Оправки. Цанговая оправка. гидропластмассовые оправки.
При шлифовании наружных поверхностей деталей, базами которых являются отверстия, деталь устанавливают на жесткую или разжимную оправку - цанговую, гидропластмассовую и др.
Оправка устанавливается на центра станка своими центровыми отверстиями. На оправке (рис. 53) имеется рабочая часть, соответствующая поверхности отверстия детали (гладкая или шлицевая), на которую насаживается деталь 1. Деталь напрессовывают на оправку, чтобы она заклинилась на конической поверхности 2 оправки, для последующего совместного вращения.
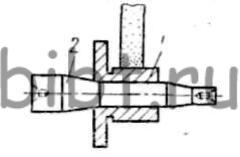
Рис. 53. Жесткая оправка
Цанговая оправка (рис. 54) имеет коническую поверхность 1, на которую надевают втулку 2 с коническим отверстием и тремя или четырьмя продольными прорезями - называемую цанговой втулкой.
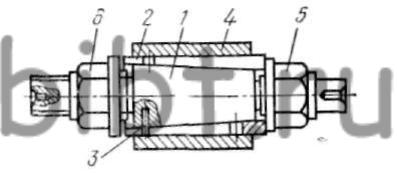
Рис. 54. Цанговая оправка
Цанговая втулка 2 имеет цилиндрическую наружную поверхность. Втулка закалена. Деталь 4 устанавливают на цанговую втулку, затем вращают гайку 5, упирающуюся в торец цанговой втулки. Втулка перемещается по конической поверхности оправки и прижимается к отверстию детали, центрируя деталь относительно оправки и заклинивая ее.
Втулка 2 не может поворачиваться на оправке, так как штифт 3 входит в прорезь втулки.
Для снятия детали после обработки отпускают немного гайку 6, а затем отпускают или снимают гайку 5. Для установки и центрирования деталей с большой точностью применяют гидропластмассовые оправки (рис. 55).
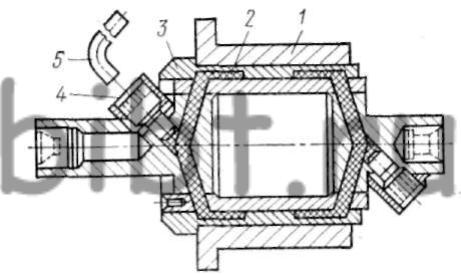
Рис. 55. Гидропластмассовая оправка
В оправке просверлены каналы. На оправку напрессовывается тонкостенная стальная втулка 3. Во втулке имеются кольцевые канавки, соприкасающиеся с отверстиями в оправке. Отверстия 2 и канавки заполняются жидкой пластической массой при t°=180-200°С.
При охлаждении масса становится густотекучей. Деталь 1 надевается на тонкостенную втулку 3. При вращении винта 4 ключом 5 пластмасса сжимается и, находясь в закрытом сосуде, передает одинаковое давление во все стороны. При этом тонкостенная втулка равномерно разжимается во все стороны и заклинивает деталь, точно центрируя ее.