
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 25. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ.
Операционная карта. Маршрутная карта. Условные обозначения установочных и зажимных элементов.
На рабочее место вместе с заданием поступает технологическая документация: технологические, маршрутные, операционные карты, эскизы, чертежи. Не выполнять требования технологического процесса, т. е. нарушать технологическую дисциплину недопустимо, так как это приводит к снижению качества выпускаемой продукции.
Если же предлагаются полезные изменения в технологический процесс, то сущность их нужно изложить на специальном бланке рационализаторского предложения. Каждое такое предложение без промедления рассматривается на заводе компетентными лицами, и в случае обоснованности внесенного предложения оно принимается к внедрению.
На основе этого предложения в процессе экспериментальных работ устанавливаются необходимые изменения технологического процесса и после внедрения этих изменений автору выплачивается вознаграждение в зависимости от полученной экономии.
В Советском Союзе инициатива рабочих-рационализаторов всемерно поощряется, на каждом предприятии существует специальное бюро рабочего изобретательства (БРИЗ), а также организован Комитет, осуществляющий руководство изобретательства.
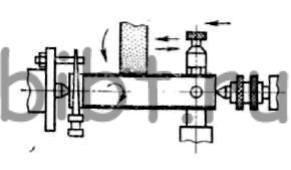
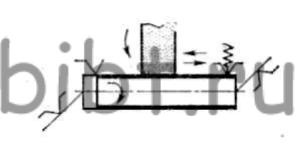
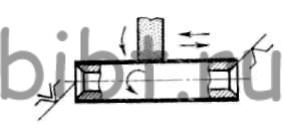
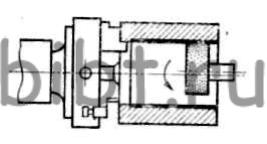
В соответствии с ГОСТ 3.1107-73 установочные и зажимные элементы приспособления показывают условными обозначениями. Установочные элементы располагают на технологических базах, а зажимные - в месте их соприкосновения с деталью. В табл. 5 показаны эскизы обработки с условными обозначениями установочных и зажимных элементов, приводящихся в операционных технологических картах и в картах эскизов.
Операционная карта содержит все переходы обработки детали с указанием приспособлений, режущих и измерительных инструментов режимов резания и норм времени. Обработку детали следует производить соответственно указанным в карте данным. Такую карту применяют в массовом и серийном производстве.
5. Условные обозначения установочных и зажимных элементов
| Эскиз установки | Схема условного обозначения |
 |
 |
| В центрах, с поводком, с подвижным люнетом | |
 |
 |
| В центрах, с рифленым и круглым центрами | |
 |
 |
| В трехкулачковом патроне, с пневмоприводом, в разжим, с базированием по торцу и отверстию. | |
В маршрутной карте приводится краткое содержание операций, без указания установок, переходов и режимов резания. В карте указываются данные по материалу детали, виду и массе заготовки, оборудованию, технологической оснастке, разряду работы, нормам времени.
Для упрощения работы с технологической документацией производят ее обозначение - кодирование соответственно ГОСТ 3.1201-74. Каждый разработанный технологический документ обозначается десятью цифрами по пяти цифр через точку. До цифр в прямоугольнике указывается код организации разработчика. Первые пять цифр обозначают код характеристики документа, вторые пять - порядковый регистрационный номер. В коде характеристики документа первые две цифры определяют вид технологического документа. Например, 10 - маршрутная карта, 20 - карта эскизов, 25- технологическая инструкция, 50 - карта технологического процесса, 60 - операционная карта и т. п. Следующая цифра после первых двух характеризует вид технологического процесса по его организации. Так, цифра 1 означает единичный, 2 - типовой, 3 - групповой технологические процессы или отдельные операции. Последние две цифры характеризуют метод выполнения технологического процесса. Так, например, 01 -технологический процесс изготовления изделия, 02 - ремонт, 03 - технологический контроль, 10 - литье, 20 - ковка и горячая штамповка, 40 - механическая обработка, 50 - термическая обработка, 51-термообработка с нагревом токами высокой частоты и т. п.
Пример кодирования
технологического документа на шлифовальную операцию ![]() 60240.00126, где 60 - операционная карта, 2 - типовая
операция, 40 - механическая обработка, 00126 - порядковый
номер операции по книге регистрации технологических документов. Код
документа указывается в основной надписи каждого технологического
документа.
60240.00126, где 60 - операционная карта, 2 - типовая
операция, 40 - механическая обработка, 00126 - порядковый
номер операции по книге регистрации технологических документов. Код
документа указывается в основной надписи каждого технологического
документа.
Контрольные вопросы
1. Что называют производственным и технологическим процессами?
2. Объясните понятие операция, установ, технологический переход и рабочий ход.
3. Какая разница между черновыми и чистовыми технологическими базами?
4. Почему операции или переходы при шлифовании деталей разделяют на черновые и чистовые?
5. В каких случаях необходимы операционные карты, кроме маршрутных технологических карт?