
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 34. ОСНОВНЫЕ УЗЛЫ И МЕХАНИЗМЫ КРУГЛОШЛИФОВАЛЬНЫХ, ВНУТРИШЛИФОВАЛЬНЫХ И БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫХ СТАНКОВ.
Схема планетарного шлифования. Бесцентрово-шлифовальный полуавтомат 3А184.
Состав и взаиморасположение узлов и механизмов в шлифовальных станках определяются типом и областью применения данной модели станка.
На рис. 66 показан круглошлифовальный станок с обозначением его основных узлов и механизмов.
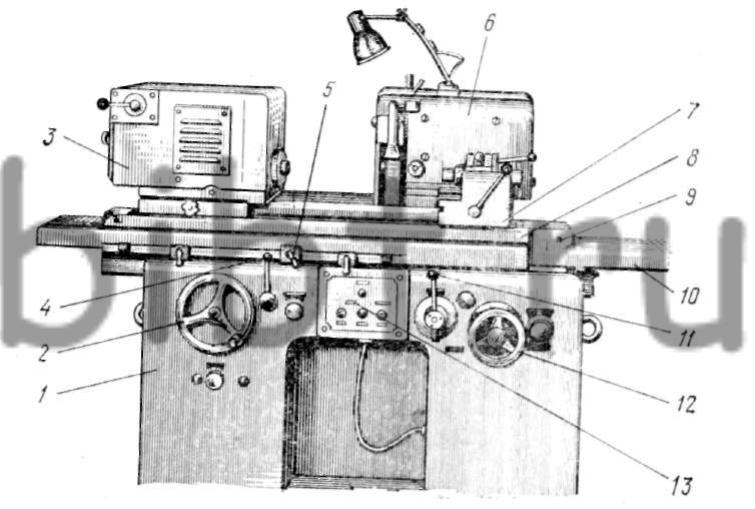
Рис. 66. Круглошлифовальный станок
Станина 1 служит для монтажа всех узлов и механизмов станка. На верхней части станины имеются тщательно обработанные направляющие, по которым совершает возвратно-поступательное движение основной стол 10 вместе со смонтированным на нем поворотным столом 8. Величина угла поворота стола 8 определяет угол конусности шлифуемой детали, она отсчитывается по шкале на градуированной колодке 9, неподвижно закрепленной на правом конце стола 10.
На поворотном столе установлена бабка изделия 3, механизмы которой обеспечивают вращение шлифуемой детали с необходимой угловой скоростью, и центровая или задняя бабка 7.
На верхней поверхности станины находится также тщательно обработанная площадка для крепления салазок, служащих для монтажа бабки шлифовального круга 6.
На переднем торце стола имеется Т-образный паз, в котором закрепляются два упора 5. Относительное расположение этих упоров определяется длиной шлифуемой детали. Рычаг 4, поворачиваясь под действием правого и левого упоров, меняет направление движения стола.
Ручное перемещение стола осуществляется маховичком 2, а поперечное перемещение бабки шлифовального круга - маховичком 12. Кнопки пуска и отключения электродвигателей станка размещены на панели 13.
Для регулирования скорости возвратно-поступательного движения стола предназначен рычаг 11.
На рис. 65 показан внутришлифовальный станок. Основное отличие этой группы шлифовальных станков является отсутствие центровой бабки, место которой занимает сменный шлифовальный шпиндель 1, закрепляемый в корпусе шлифовальной бабки 2. Электродвигатель 3 часто является высокочастотным (скоростным), якорь которого непосредственно соединен с шлифовальным шпинделем.
С задней стороны бабки изделия смонтировано торце-шлифовальное приспособление 4, шпиндель 5 которого с чашечным кругом при помощи маховичка 6 в необходимый момент приводится в рабочее положение для шлифования торца, а затем отводится обратно, освобождая рабочую зону для шлифования торца.
На внутришлифовальных станках, подобных описанному выше, шлифование отверстия осуществляется при одновременном вращении шлифуемой детали и шлифовального круга. На практике часто приходится шлифовать отверстия в громоздких деталях, сообщить которым вращательное движение весьма затруднительно. В этих случаях используют внутришлифовальные станки, на которых шлифуемая деталь не вращается (рис. 67).
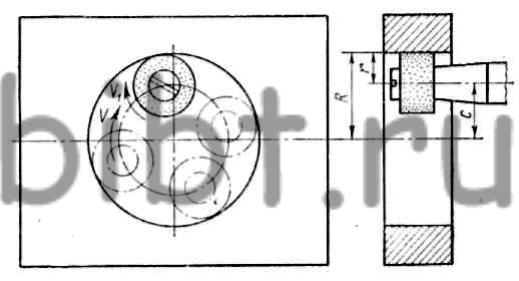
Рис. 67. Схема планетарного шлифования:
V1 - направление вращения круга, V - направление вращения оси круга, R - радиус шлифуемого отверстия, r - радиус шлифовального круга, R = c+r, с - эксцентриситет
Шлифование производится в результате сложного вращательного движения шлифовального круга, который, вращаясь с большой скоростью вокруг своей оси, в то же время вместе с шлифовальным шпинделем медленно обкатывается по окружности шлифуемого отверстия. Скорость движения обкатывания соответствует расчетной скорости движения детали. Такие станки называются планетарными внутришлифовальными.
Самым сложным узлом в этих станках является шлифовальная бабка. Бабки изделия у них отсутствуют.
На рис. 68 показан бесцентрово-шлифовальный полуавтомат 3А184. На станине 1 монтируется шлифовальная бабка 2 и бабка ведущего круга 3. Узел упорного ножа крепится к призме. Маховичок 4 служит для подачи ведущего круга в процессе наладки станка. Для подналадки бабки с целью компенсации износа круга на станке имеется специальный механизм. Электрооборудование станка размещено в отдельном шкафу 5.
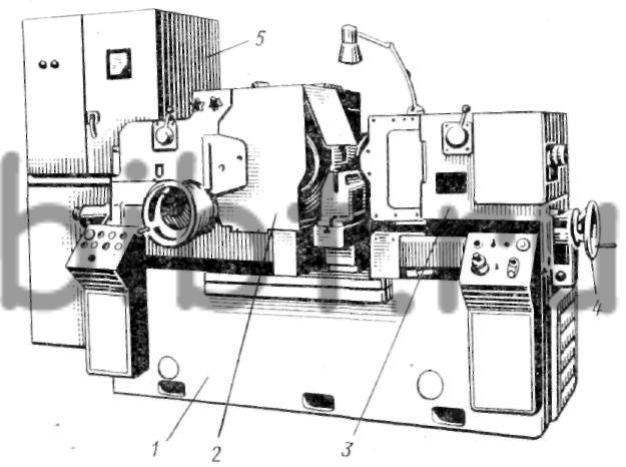
Рис. 68. Бесцентрово-шлифовальный полуавтомат 3А184