
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 37. БЕСЦЕНТРОВЫЙ ВНУТРИШЛИФОВАЛЬНЫЙ АВТОМАТ 6С60М.
Характеристика внутришлифовального автомата 6С60М. Описание основных узлов и органов управления автомата 6С60М.
Бесцентровый внутришлифовальный автомат 6С60М (рис. 77) используется для шлифования цилиндрических и конических отверстий в деталях, имеющих форму колец или втулок высотой в пределах 7-50 мм и диаметром 20-80 мм при наружном диаметре 40-100 мм. Угол конусности шлифуемых внутренних отверстий до 30° на сторону.
Станина бесцентрового внутришлифовального автомата 6С60М. Станина 2 станка представляет собой отливку коробчатой формы и является основанием для монтажа всех узлов станка. Слева от станины установлен гидробак 1, служащий емкостью для масла гидросистемы. В нем также смонтированы различные элементы гидростанции. На верхней поверхности станины смонтирована плита 3, представляющая собой жесткую отливку, служащую основанием для бабки изделия и связанных с ней узлов. Внутри плиты расположен механизм, обеспечивающий поворот бабки изделия на угол при шлифовании конусных отверстий. Сама плита вместе с установленной на ней бабкой изделия имеет возможность поворачиваться вокруг оси, перпендикулярной плоскости чертежа, на угол до 6°, что требуется при обработке колец с бомбиной (когда образующая шлифуемой поверхности не прямолинейна и имеет небольшую выпуклость).
Бабка изделия внутришлифовального автомата 6С60М. Бабка изделия 5 (рис. 77) представляет собой литой корпус, в расточке которого на четырех радиально-упорных подшипниках смонтирован шпиндель изделия 3 (рис. 78). На правом торце шпинделя закреплен магнитный патрон 4, через обмотки которого периодически проходит электроток намагничивания. Для питания магнитного патрона на станке смонтирован преобразователь переменного тока в постоянный напряжением 36 В. Ток подводится к токосъемнику 1 и через провода 2 к обмоткам магнитного патрона 4, осуществляющего вращение шлифуемого кольца. К переднему торцу бабки изделия крепятся лотки для подвода очередного кольца в рабочую позицию и отвода прошлифованного. Индикатор 4 (рис. 77), установленный на передней стенке бабки, предназначен для точной установки ее в угловое положение в зависимости от угла конусности шлифуемых колец.
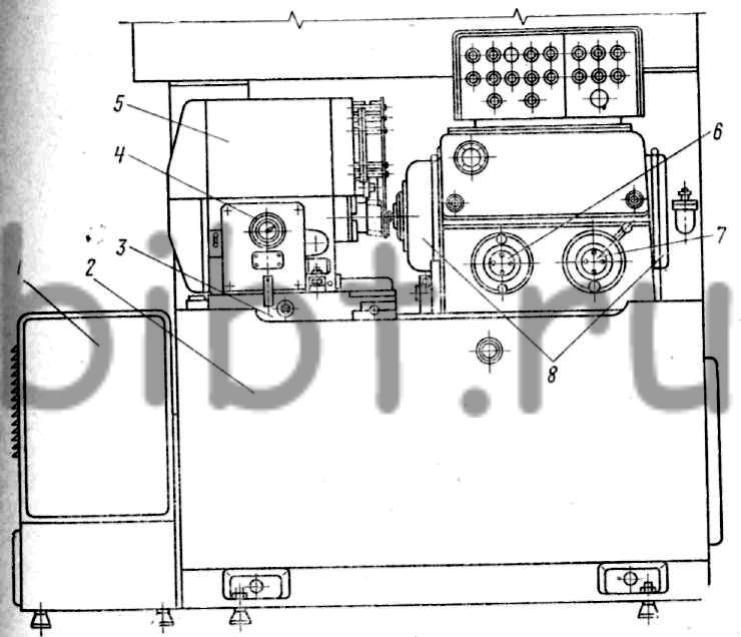
Рис. 77. Бесцентровый внутришлифовальный автомат 6С60М:
1 - гидробак, 2 - станина, 3 - плита, 4 - индикатор, 5 - бабка изделия, 6 - лимб компенсации, 7 - пиноль, 8-кожух
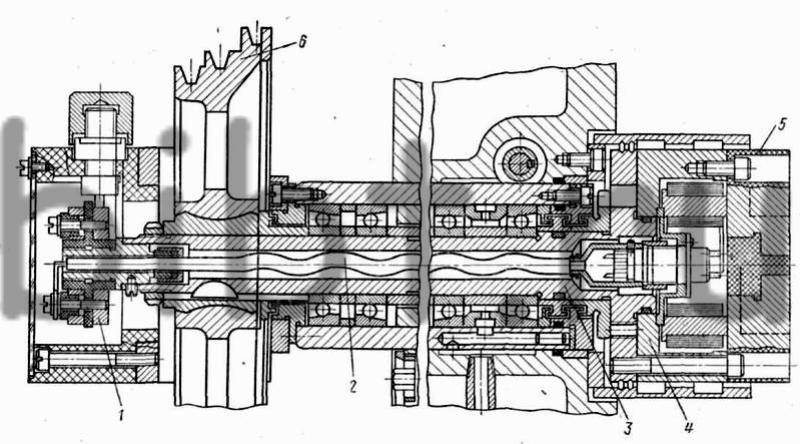
Рис. 78. Бабка изделия бесцентрового внутришлифовального автомата 6С60М
Привод шпинделя бабки изделия осуществляется от отдельного электродвигателя через клиноременную передачу. Трехступенчатый шкив 6, смонтированный на левом конце шпинделя, обеспечивает ему три числа оборотов: 373; 550 и 700 об/мин.
Шлифовальная бабка внутришлифовального автомата 6С60М. Шлифовальная бабка представляет собой две жестко соединенные отливки, внутри которых смонтирована пиноль 1 (рис. 79). Внутри пиноли жестко закреплен электрошпиндель и гидроцилиндр, осуществляющий возвратно-поступательное движение пиноли. Максимальное продольное перемещение пиноли- 120 мм. Скорость перемещения при подводе шлифовального круга к шлифуемой детали равна 5 м/мин при шлифовании 2-:-5 м/мин, а при правке -0,5- 5 м/мин.
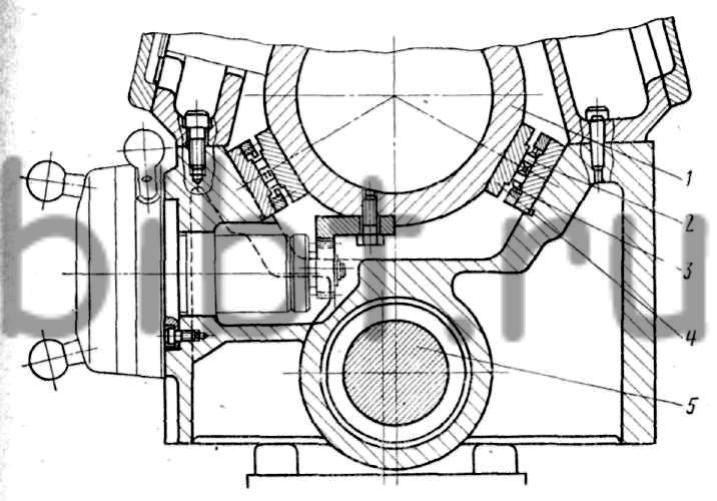
Рис. 79. Шлифовальная бабка внутришлифовального автомата 6С60М
Пиноль перемещается по двум жестким призматическим направляющим 4 посредством двух комплектов цилиндрических роликов 2, смонтированных в двух плоских сепараторах 3. Для компенсации износа перемещающихся деталей на верхней плоскости пиноли расположена третья роликовая направляющая, которая посредством комплекта тарельчатых пружин постоянно обеспечивает необходимый предварительный натяг. Поперечная передача в процессе шлифования и наладки осуществляется за счет качания валика 5, расположенного ниже электрошпинделя и жестко соединенного с корпусом бабки в центрах, жестко соединенных со станиной станка.
Все рабочие и вспомогательные перемещения узлов в станке, включая качание шлифовальной бабки в центрах, совершаются в процессе автоматического цикла с помощью гидропривода. При наладке станка возможно эти же перемещения производить вручную.
На передней поверхности шлифовальной бабки установлен лимб компенсации 6 (рис. 77), который служит для ручного поперечного перемещения шлифовального шпинделя, а также для периодической компенсации износа круга. В автоматическом цикле компенсация производится за счет передачи вращения лимбу храповым механизмом вала, связанного с червяком винта компенсации. Привод этого механизма осуществляется от гидроцилиндра через реечную передачу. На той же поверхности шлифовальной бабки имеется маховичок ручного продольного перемещения пиноли 7 (см. рис. 77), который через реечную передачу позволяет вручную переместить пиноль в требуемое положение. При автоматической работе реечная передача расцепляется.
Для защиты роликовых направляющих шлифовальной бабки от попадания пыли и грязи по обоим торцам бабки закреплены два эластичных кожуха 8 (см. рис. 77). Левый кожух имеет в центре отверстия для пропуска левого конца вала электрошпинделя, что обеспечивает возможность свободно заменять оправку с износившимся абразивным кругом.
Базирование шлифуемого кольца автомата 6С60М. К торцу магнитного патрона жестко прикреплена магнитная насадка 5 (рис. 78), представляющая собой латунное кольцо с рядом впрессованных стержней на малоуглеродистой стали. К моменту, когда очередное кольцо поступает из лотка в рабочую позицию (на магнитную насадку), включается ток в обмотках магнитного патрона и при первом обороте шпинделя изделия кольцо прижимается к жестким опорам 1 (рис. 80). Каждая из этих опор представляет собой стальной брусок, к торцу которого припаяна твердосплавная пластинка. Свободный торец этой пластинки имеет форму, соответствующую наружному диаметру шлифуемого кольца.
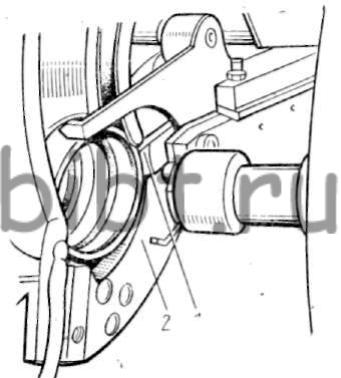
Рис. 80. Установка жестких опор автомата 6С60М.
Опоры крепятся к сегменту 2 контрольными штифтами, обеспечивающими положение оси шлифуемого кольца относительно оси шпинделя, как показано на рис. 49. Однако даже при тщательном соблюдении расчетных координат системы контрольных отверстий, при замене опор не обеспечивается полное контактирование наружного диаметра шлифуемого кольца с радиусными поверхностями опор. Поэтому после установки опор и окончательного закрепления сегмента на торце бабки изделия устанавливают в рабочую позицию готовое кольцо, на наружной поверхности которого нанесен тонкий слой алмазной пасты, и включают вращение шпинделя изделия. Происходит притирка башмаков до установления полного контакта наружного диаметра кольца с базовыми поверхностями опор. Может случиться, что в результате притирки на кольце-притире окажется заметный износ по диаметру. В этом случае нужно взять другое годное кольцо и выполнить повторную притирку.
Состав автоматического цикла автомата 6С60М. Постоянство размера шлифуемой детали обеспечивается тем, что в каждом цикле шлифовальный круг после правки автоматически перемещается вперед на постоянную заранее установленную величину. В целом автоматический цикл состоит из следующих одиннадцати элементов:
1. Загрузка детали.
2. Ввод круга в шлифуемое отверстие.
3. Подскок и быстрый подвод шлифовального круга к изделию.
4. Переход на подачу.
5. Выхаживание после съема чернового припуска.
6. Отскок и быстрый подвод круга к алмазу.
7. Правка шлифовального круга.
8. Подскок. Компенсация износа круга.
9. Окончательное шлифование. Отскок шлифовального круга.
10. Отвод круга в исходное положение.
11. Выгрузка детали.
Обслуживание шлифовальных станков 6С60М не требует частых вмешательств. Поэтому один рабочий обслуживает группу станков. Для того чтобы шлифовщик мог легко и быстро получить информацию о работе станка, на каждом из них возвышается специальное электротабло, на котором указывается технологический переход, выполняемый в данное время. Два квадратика «земля» светятся постоянно, а квадратик «электромагнит» гаснет только на время смены кольца. Остальные квадратики зажигаются и гаснут поочередно.