
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 38. БЕСЦЕНТРОВОЕ ШЛИФОВАНИЕ.
Схема бесцентрового внутреннего шлифования, бесцентрового шлифования способом врезания.
В настоящее время в крупносерийном и массовом производстве широко применяются бесцентровые круглошлифовальные станки. Благодаря жесткости системы станок - инструмент - деталь при работе на этих станках можно применять значительно более высокие режимы шлифования, что повышает производительность; кроме того, при этом способе шлифования вспомогательное время резко сокращается и составляет не более 2-3% машинного. Важным преимуществом бесцентрового шлифования является также высокая стабильность размеров шлифуемых деталей.
В процессе шлифования на бесцентрово-шлифовальном станке деталь проходит между двумя абразивными кругами 2 и 3 (рис. 81) и опирается на нож 1, причем центр шлифуемой детали обычно «находится несколько выше центров кругов. Круг 3 является ведущим и вращается со скоростью 10-50 м/мин. Шлифование производится кругом 2, который вращается с окружной скоростью 30-35 м/с.
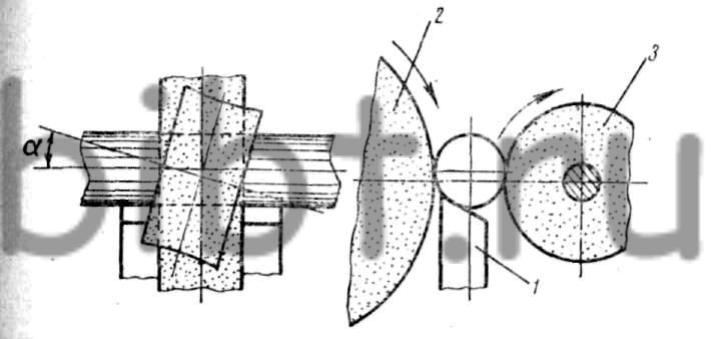
Рис. 81. Схема бесцентрового шлифования
Ввиду того, что сила резания при шлифовании возрастает с уменьшением окружной скорости круга, сила сцепления шлифуемой детали с ведущим кругом значительно больше, чем с шлифовальным. Кроме того, ведущие круги всегда изготовляются на вулканитовой связке, что еще больше усиливает силу трения между кругом и деталью. Вследствие этого скорость вращения шлифуемой детали только на 1-3% больше скорости вращения ведущего круга.
В зависимости от геометрической формы шлифуемых деталей применяются два вида бесцентрового шлифования: шлифование с продольной подачей и шлифование с поперечной подачей (врезное).
Гладкие цилиндрические детали или ступенчатые, у которых обрабатывается больший диаметр, шлифуются с продольной подачей. Врезным шлифованием обрабатываются детали, имеющие буртики или выступы, а также ступенчатые и фасонные поверхности.
При шлифовании с продольной подачей ведущий круг устанавливается так, что его ось наклонена к оси шлифовального круга. Опорная поверхность ножа остается параллельной оси шлифовального круга. Вследствие наклона оси ведущего круга шлифуемая деталь, помимо вращения, получает также продольное перемещение. Величина продольного перемещения тем больше, чем больше угол а наклона ведущего круга. При шлифовании коротких деталей угол наклона берется от 1 до 2,5°, длинных изделий - от 1,2° до 3,5°, при шлифовании прутков - от 3° до 4,5.° При чистовом шлифовании с продольной подачей угол наклона нужно уменьшить на 20-25%.
При бесцентровом шлифовании с продольной подачей припуск снимают за несколько проходов. При черновом шлифовании за один проход снимается 0,1 - 0,15 мм, при чистовом - 0,02-0,03 мм.
При бесцентровом шлифовании способом врезания (рис. 82) операции выполняются в следующем порядке: ведущий круг 1 отводится от шлифовального круга 3 и на направляющий нож 4 укладывается шлифуемая деталь вплотную к упору 2, служащему также выталкивателем. Затем вручную или автоматически включается быстрый подвод ведущего круга и рабочая подача его, составляющая 0,3- 1,2 мм/мин.
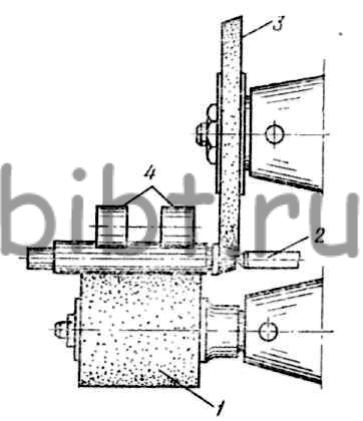
Рис. 82. Схема бесцентрового шлифования способом врезания
Когда бабка ведущего круга достигнет ограничителя, она в течение 0,05-0,1 мин остается неподвижной и затем быстро отводится; прошлифованная деталь выталкивается и устанавливается следующая.
Ось ведущего круга при бесцентровом шлифовании с поперечной подачей располагается параллельно оси шлифующего круга, а в тех случаях, когда необходимо, чтобы шлифуемая деталь была несколько прижата к упору, ее устанавливают под углом 0,5-1°.
Бесцентровые круглошлифовальные станки при массовом производстве, как правило, оснащаются специальными загрузочными устройствами и работают, как автоматы.
При массовом производстве деталей с отверстием, концентричным наружной поверхности, применяется бесцентровое внутреннее шлифование (рис. 83). Шлифуемая деталь 3 устанавливается на опорный ролик 1 и ведущий ролик 4, после чего поворотом прижимного ролика 2 фиксируется ее положение. Вращение детали сообщается посредством силы трения от приводного ролика, который вращается от специального привода.
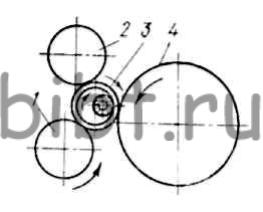
Рис. 83. Схема бесцентрового внутреннего шлифования
Опорный и прижимной ролики получают вращение от шлифуемой детали.
В отличие от обычных внутришлифовальных станков на бесцентрово-шлифовальных станках направление вращения шлифуемой детали совпадает с направлением вращения шлифовального круга.
В осевом направлении деталь фиксируется опорной втулкой, которая вращается с такой же угловой скоростью, как и деталь.
При бесцентровом внутреннем шлифовании удается довольно легко автоматизировать процесс шлифования, благодаря чему достигается высокая производительность. Вместе с тем, благодаря отсутствию сложных зажимных устройств, повышается точность обработки.
Однако такой результат достигается в случае, когда наружная поверхность шлифуемой детали строго цилиндрична и опорный торец перпендикулярен оси детали. Кроме того, требуется повышенная точность изготовления и монтажа роликов 1, 2, 4.
В связи с этими обстоятельствами, а также с относительной сложностью переналадки применение бесцентрового внутреннего шлифования в мелкосерийном производстве нецелесообразно.