
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Бесцентровый круглошлифовальный станок ВШ-250.
Кинематическая схема бесцентрово-шлифовального станка ВШ-250.
Бесцентровый круглошлифовальный станок ВШ-250 предназначен для шлифования цилиндрических изделий диаметром от 0,8 до 25 мм методом сквозного шлифования. Наибольшая длина шлифуемых изделий-170 мм. Взаимодействие узлов этого станка проследим по кинематической схеме, приведенной на рис. 84.
Увеличить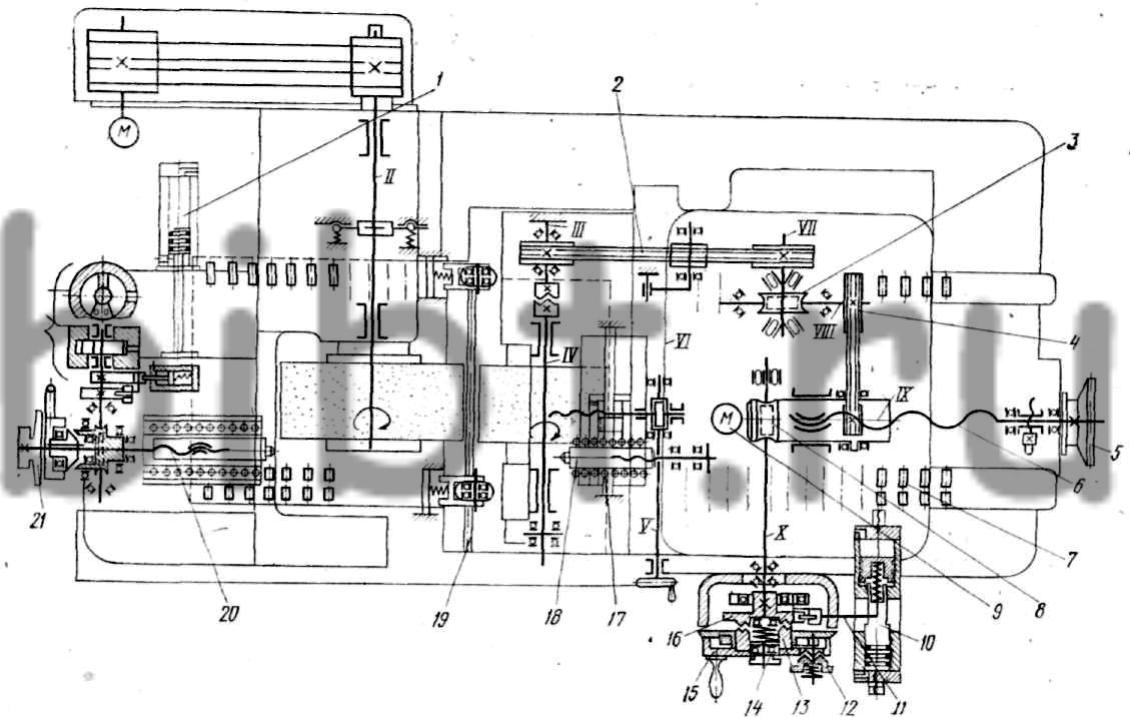
Рис. 84. Кинематическая схема бесцентрово-шлифовального станка ВШ-250.
Шлифовальная бабка бесцентрово-шлифовального станка ВШ-250. Шлифовальная бабка неподвижно закреплена на станине станка. Шпиндель шлифовального круга приводится во вращение электродвигателем мощностью 7 кВт частотой вращения 1440 об/мин. В зависимости от того, какая из имеющихся двух пар сменных шкивов установлена, скорость шлифования может быть равна 50 или 35 м/с. Шлифовальный круг закрепляется консольно на шпинделе, вращающемся в двух подшипниках скольжения. На верхней поверхности шлифовальной бабки смонтировано приспособление для правки шлифовального круга, которое производится гидравлическим цилиндром 1. Пиноль с алмазом 20 перемещается при предварительной установке маховичком 21. При точной установке и подаче на врезание пиноль перемещается автоматически с помощью импульсного устройства, которое управляет соответствующим золотником блока золотников.
Бабка ведущего круга станка ВШ-250. Корпус бабки ведущего круга неподвижно закреплен на столе станка, перемещающемся по роликовым направляющим 7 станины. Поворотная часть бабки и привод ведущего круга соединены с корпусом так, что в зависимости от характера шлифуемых деталей они могут быть установлены под необходимым, общим для них, углом.
Вращение ведущий круг получает от электродвигателя 9 через клиноременную передачу 4, червячную передачу 3 и клиноременную передачу 2. Число оборотов ведущего круга регулируется бесступенчато в пределах 150-200 об/мин.
Приспособление 17 для правки ведущего круга смонтировано на его поворотной части. При правке круга каретка приспособления вместе с пинолью 18 и закрепленным алмазом направляется копирной линейкой. Суппорт 19 для установки направляющих планок и упорного ножа крепится к поворотной части бабки ведущего круга.
Подача ведущего круга бесцентрово-шлифовального станка ВШ-250. Во время наладки станка для перемещения бабки на значительные расстояния пользуются маховичком 5, смонтированным на станине станка. Маховичок 5, вращая винт 6, перемещает корпус бабки.
Для незначительного перемещения бабки предназначен маховичок 15, который вращает червяк 8, передающий вращение червячному колесу, жестко соединенному с гайкой винта 6. Грибок 12 служит для дозированной подачи ведущего круга. При повороте грибка 12 происходит перемещение собачки, поворачивающей храповое колесо 16, на один зуб, что соответствует подаче 0,001 мм.
Компенсация износа шлифовального круга шлифовального станка ВШ-250. Перемещение бабки ведущего круга может осуществляться также автоматически с помощью электроимпульсного устройства. Для этого поворотом гайки 14 разъединяют зубчатую муфту 13 и перемещение круга управляется гидроцилиндром 10. Перемещение поршня гидроцилиндра регулируется так, что собачка 11 поворачивает храповое колесо на один, два или больше зубьев.
Работа гидроцилиндра 10 и 11 согласована и, таким образом, во время правки шлифовального круга происходит автоматическое перемещение ведущего круга ровно на столько, на сколько уменьшился радиус шлифовального круга. Благодаря этому размер шлифуемой детали сохраняется неизменным.
Управление гидроцилиндром 10 может также осуществляться датчиком контрольного прибора.