
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 48. УСИЛИЯ, СИЛЫ ДЕЙСТВУЮЩИЕ В ПРОЦЕССЕ ШЛИФОВАНИЯ.
Пример расчета сил резания при шлифовании закаленного валика. Силы резания : Р, Рz, Ру, Рх.
Усилия, действующие при шлифовании. Шлифовальный круг, врезаясь в поверхность детали абразивными зернами, снимает стружку. Чем большую стружку нужно срезать и чем прочнее материал детали, тем большую силу резания нужно приложить к кругу.
Силу резания Р, приложенную к детали, можно разложить на три составляющие (рис. 95). Такие же по величине, но обратные по направлению, действуют силы на круг.
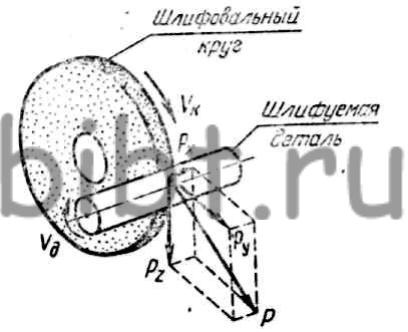
Рис. 95. Силы, действующие в процессе шлифования
1. Окружная, или тангенциальная сила Рz направлена по касательной к окружности шлифовального круга. Величина Pz определяет крутящий момент и мощность, которые необходимо затратить на шлифование, ибо с такой силой, но направленной в противоположную сторону, деталь действует на круг, стараясь затормозить его движение.
2. Сила Ру, направленная перпендикулярно к оси шлифовального круга, является реакцией детали против стремления круга вдавить зерно в тело обрабатываемой детали, сжать или согнуть обрабатываемую деталь под действием поперечной подачи. Сила Ру, приложенная к кругу, стремится изогнуть шпиндель круга, но на мощность, требующуюся для шлифования, не влияет.
Под действием радиальной силы Рy, прилагающейся к детали, происходит прогиб детали. Величина прогиба зависит от расстояния между точками крепления детали в третьей степени, т. е. сокращая расстояние в два раза, прогиб детали уменьшится в 23, следовательно в 8 раз.
Поэтому длинные и тонкие детали шлифуют с применением люнетов (дополнительных опор). Величина радиальной силы составляет:
Рy=(1,8-:-2)Рz при шлифовании острозаточенным кругом, Ру=(2-:-3)Рz при шлифовании затупившимся кругом.
Таким образом, до очередной правки круга сила Рy значительно возрастает. Если выполнять шлифование еще более затупленным кругом, то возрастает отжим детали, приспособления и станка до такой величины, что не обеспечивается требуемая точность обработки. Уменьшение радиальной силы в каждом конкретном случае достигается подбором наивыгоднейшей характеристики круга и режимов шлифования.
3. Сила подачи Рх направлена параллельно продольной подаче. Она значительно меньше Рz и составляет величину Px=(0,1-:-0,2)Pz.
Таким образом, зная величину Pz, можно определить Py и Px.
Величину Pz находят по формулам. По данным проф. Маслова Е. Н. при наружном круглом шлифовании кругом 15А40СМ15К высотой 40 мм имеется такая зависимость
![]()
где Cр - коэффициент, зависящий от свойств материала шлифуемой детали, равный:
2,2 - при шлифовании закаленной стали,
2,1-при шлифовании незакаленной стали,
2,0 - при шлифовании чугуна.
Из формул видно, что сила Рz увеличивается с повышением скорости движения детали, величины подачи и глубины шлифования.
Сила возрастает при увеличении твердости круга. Поэтому при обработке на мощных станках следует пользоваться более твердыми кругами, а при использовании маломощных станков требуются мягкие самозатачивающиеся круги, работающие всегда острыми кромками, и крупнозернистые круги, меньше дробящие стружку и работающие с незначительными усилиями резания.
Пример. Определить значение сил резания при шлифовании закаленного валика, если t = 0,06 мм, sпр = 12 мм/об, vд = 7,5 м/мин.
Решение:

Принимаем Рx= 1,88 кгс=18,436 Н.