
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 54. ШЛИФОВАНИЕ ПРОФИЛЬНЫХ ПУАНСОНОВ ПО КОПИРУ.
Приспособление для наружного профильного шлифования.
Для шлифования сложных наружных профильных поверхностей на круглошлифовальных станках используются специальные приспособления. Одно из таких приспособлений для шлифования профильных пуансонов, действующее по способу копирования, показано на рис. 99.
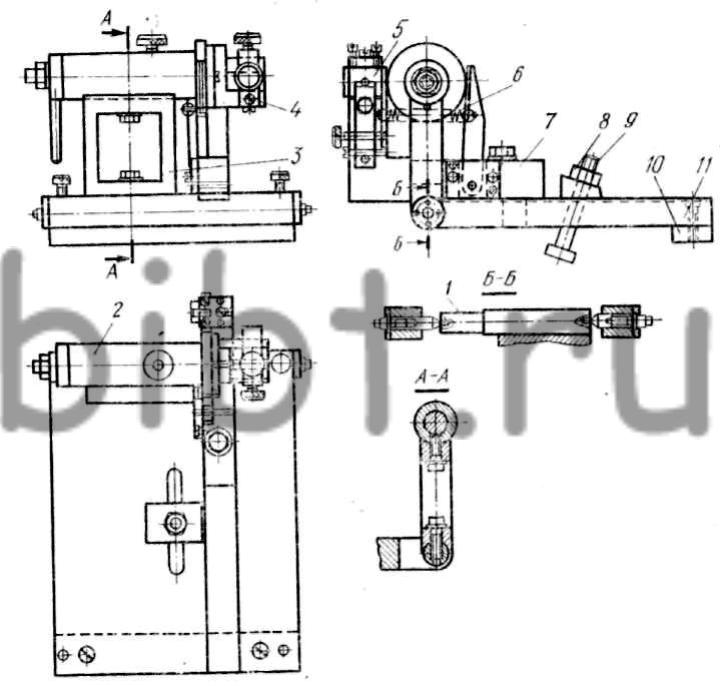
Рис. 99. Приспособление для наружного профильного шлифования
На плите 11 приспособления неподвижно закреплен угольник 7, к которому привернут упор 5. Опорная поверхность этого упора концентрична поверхности шлифовального круга. К поверхности упора пружиной 6 постоянно прижат вращающийся кулачок (копир), который жестко соединен со шпинделем приспособления 4. Шпиндель вращается во втулке 2, жестко соединенной с призмой 3. Благодаря наличию центровой оправки 1, закрепленной на обратной стороне призмы, последняя может качаться в центрах, давая возможность вращающемуся кулачку постоянно сохранять контакт с упором 5.
В головке шпинделя соосно с кулачком закрепляется обрабатываемая деталь. При сближении шлифовального круга с вращающейся деталью последняя перемещается относительно режущей поверхности круга, точно повторяя движение вращающегося кулачка относительно упора. Деталь считается прошлифованной, если измерением будет установлено, что один из размеров ее достиг величины, указанной в чертеже, т. е. контроль шлифуемой в этом приспособлении профильной детали, а также сам процесс шлифования выполняются аналогично контролю и шлифованию цилиндрической детали.
Приспособление проектируется и изготовляется для установки на определенном станке. Расстояние от нижней поверхности плиты 11 до оси шпинделя приспособления должно соответствовать высоте центров станка с точностью ±0,5 мм. Расстояние от нижней поверхности плиты до центра радиуса опорной поверхности упора 5 должно равняться расстоянию от оси шпинделя шлифовальной бабки до поверхности стола станка с точностью ±0,05 мм.
Приспособление на станке устанавливают в такой последовательности:
1) прямоугольная головка болта 9 вводится в Т-образный паз стола станка;
2) тщательно протирается нижняя поверхность плиты приспособления и поверхность стола;
3) приспособление придвигается до соприкосновения планки 10 с боковой поверхностью стола станка, после чего гайка 8 завертывается до отказа.
На специальных профилешлифовальных станках, на которых шлифование производится методом копирования, профиль кулачков и его расчет очень сложны.
Объясняется это тем, что упором для вращающегося кулачка 1 служит вращающийся ролик 2 (рис. 100, а), диаметр которого намного меньше диаметра шлифовального круга. Применение вращающегося упора для кулачка на профилешлифовальных станках, используемых в массовом производстве, диктуется стремлением свести к минимуму износ кулачка и упора.
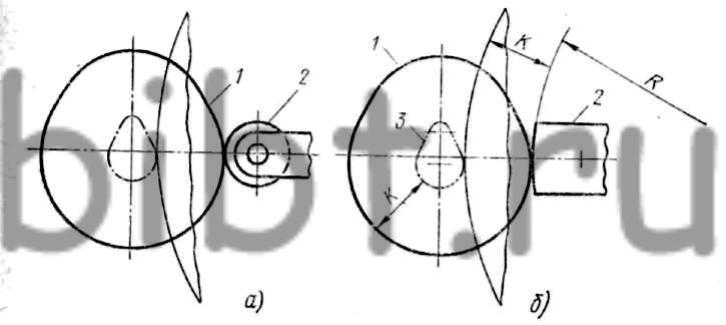
Рис. 100. Схема копирования: а - с вращающимся роликом, б - с жестким упором
В рассматриваемом нами приспособлении упор 2 для вращающегося кулачка 1 (рис. 100, б) неподвижен и имеет профиль рабочей части в виде дуги окружности диаметром, несколько превышающим диаметр шлифовального круга. При таком копире построение профиля кулачка упрощается. Все радиусы профиля 3 обрабатываемой детали определяются по чертежу, после этого увеличивают каждый радиус на одну и ту же величину К (например, К=30 мм) и из центров этих радиусов описывают соответствующие дуги до их слияния. При этом получается искомый профиль.
Выбранное значение величины К следует учитывать при определении диаметра шлифовального круга. Теоретически диаметр круга определяется по формуле D=2(R-K), где R - радиус упора.
Практически отклонение диаметра шлифовального круга от расчетного значения на величину до ±20 мм очень мало отражается на точности шлифуемого профиля.
При необходимости поставить шлифовальный круг, намного отличающийся от расчетного, надо заменить упор другим, который бы имел радиус:

где 20 мм -припуск на правку круга в процессе шлифования.
На шлифовальных станках также применяют приспособления, сокращающие вспомогательное время и предназначенные для обработки больших партии (серии) деталей одного типоразмера.