
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 55. ШЛИФОВАНИЕ ПОПЕРЕЧНО-ПРОКАТНЫХ ВАЛКОВ.
Валок для поперечной прокатки иголок. Приспособление для шлифовки валков.
В настоящее время получил широкое распространение прогрессивный технологический процесс изготовления некоторых деталей (иголки и ролики для подшипников качения, распорки, винты и др.) способом поперечной прокатки.
На рис. 101 показан поперечно-прокатный валок для прокатки иголок карданных подшипников.
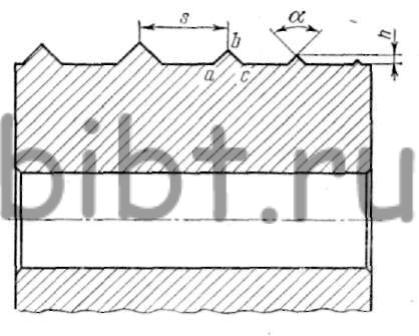
Рис. 101. Валок для поперечной прокатки иголок
Реборда валка, сохраняя во всех сечениях угол при вершине α постоянным, имеет переменную высоту h, переменное значение шага S и переменную величину ас - основание треугольника abc - называемое толщиной реборды. А это значит, что винтовая поверхность, образуемая левой стороной реборды (условно называемая входящей) имеет переменный шаг, отличный от шага правой стороны реборды (условно называемой выходящей).
Шлифовщик инструментального цеха первого Государственного подшипникового завода Л. Ш. Доктор разработал и внедрил приспособление к резьбошлифовальному станку для шлифования таких валков, получающее все более широкое распространение на многих заводах.
На рис. 102 показана конструкция этого (приспособления и схема установки его на резьбошлифовальном станке.
Увеличить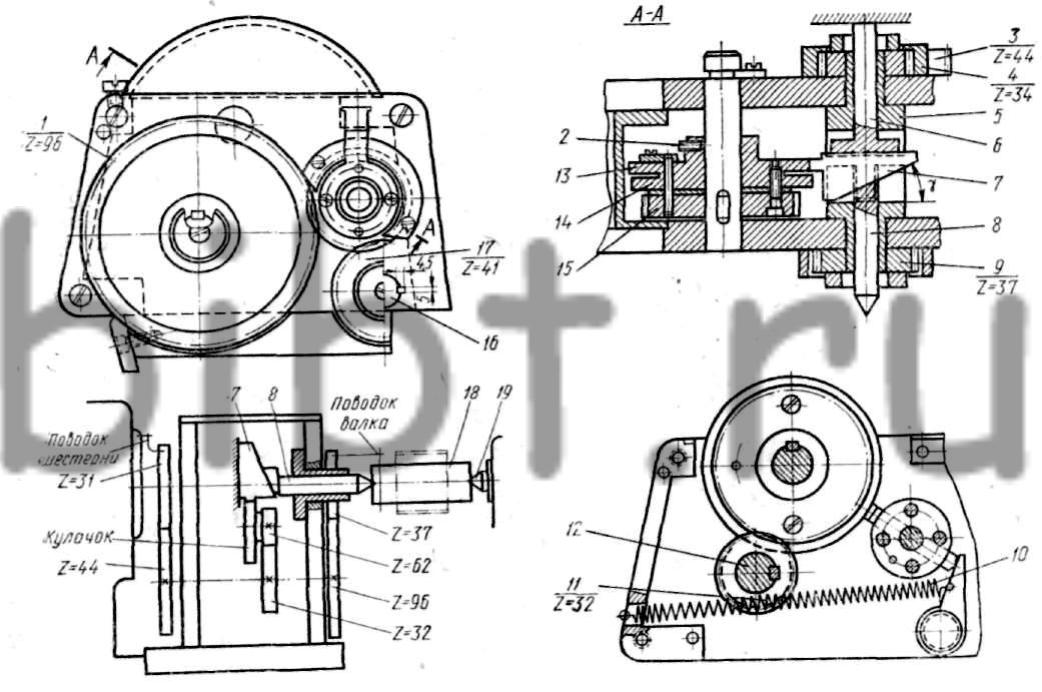
Рис. 102. Приспособление для шлифовки валков
Шлифуемый валок устанавливается и закрепляется на оправке 18 и вставляется в центра. Правый центр 19 принадлежит задней бабке станка, а левый центр 8 является деталью описываемого приспособления.
Центр передней бабки станка в поддержании шлифуемого валка не участвует.
Шлифуемый валок приводится во вращение следующим образом. Поводковая планшайба станка вращает зубчатое колесо 4, смонтированное на шейке втулки 5 со скользящей посадкой без шпонки. Зубчатое колесо 4 находится в зацеплении с зубчатым колесом 3 жестко соединенным с валиком 16. Установленное на этом же валике зубчатое колесо 17 приводит во вращение правое поводковое зубчатое колесо 9, передающее вращение шлифуемому валку.
Таким образом за один оборот шпинделя передней бабки шлифуемый валок делает n оборотов:

Зубчатое колесо 1, находящееся в зацеплении с поводковым зубчатым колесом 9, жестко посажено на валик 12. На этом же валике, на скользящей шпонке смонтировано зубчатое колесо 11, сцепленное с зубчатым колесом блока 15.
За один оборот шпинделя передней бабки зубчатое колесо 15 сделает n1 оборотов:

Зубчатое колесо 15 жестко соединено с блоком, состоящим из двух специально спрофилированных кулачков 13 и 14, каждый из которых за один оборот шпинделя передней бабки также сделает n1 оборотов.
Отсюда за один оборот шлифуемого валка кулачок повернется на угол

Кулачок контактирует с вершиной клина 7. Усилие, с которым клин 7 прижимается к кулачку 13 и 14, определяется параметрами пружины 10 и оно весьма значительно. Задняя сторона клина 7 направляется пазом, прошлифованным на большем торце втулки 5, а скошенная грань, образующая с задней гранью клина угол γ, с головкой (тоже скошенной) центра 8 и воспринимает усилие поджима центра задней бабки, передаваемое оправкой центру.
Радиус профиля кулачка 13 и 14 переменный и при вращении кулачок перемещает клин 7 вдоль головки центра 8. Направление перемещения клина зависит от того, нарастает радиус кулачка или убывает. Поскольку задняя сторона клина упирается в неподвижную поверхность упора 6, то скошенная сторона при перемещении клина соответственно перемещает центр 8, который в свою очередь перемещает в ту или другую сторону вдоль оси 1-1 оправку 18 с шлифуемым валком, то вдавливая задний центр в пиноль, то отпуская его.
Это движение шлифуемого валка относительно стола, складываясь с переносным движением стола, осуществляемое ходовым винтом станка, в сумме определяет переменный шаг шлифуемой стороны реборды.
Таким образом, задавая профиль кулачков 13 и 14, мы можем обеспечить подъем на требуемую высоту заходной и выходной сторон реборды валка.
В момент, зафиксированный на рисунке, в контакте с выступом клипа находится кулачок 13 и осуществляется шлифование правой стороны реборды. После того, как эта операция завершена, отвертывают винт 2 и смещают кулачковый блок так, чтобы в контакт с выступом клина вошел кулачок 14, и зафиксировав это новое положение кулачкового блока, начинают шлифовать левую сторону реборды.