
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Структура шлифовальных кругов.
Структура круга. При изготовлении кругов и других абразивных инструментов между отдельными частицами абразива и связкой образуются пустоты - поры. Внутреннее строение, т. е. количественное соотношение и взаимное расположение зерен, связки и пор называют структурой шлифовального круга. Важнейшей характеристикой структуры круга является объем зерен в абразивном инструменте.
Порами называют маленькие пустоты в круге, в которых размещается стружка, образующаяся при шлифовании. Стружка должна выпадать из пор при выходе круга из соприкосновения с обрабатываемой деталью. Если стружка задержится в порах, то при соприкосновении с обрабатываемой поверхностью стружка нагреется, расплавится и плотно закроет все поры, в результате режущая способность круга снизится.
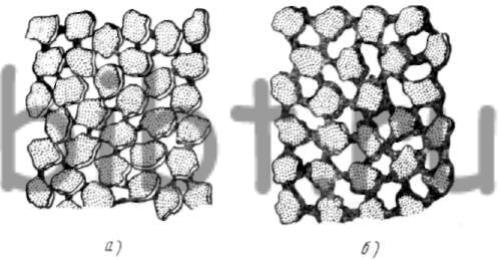
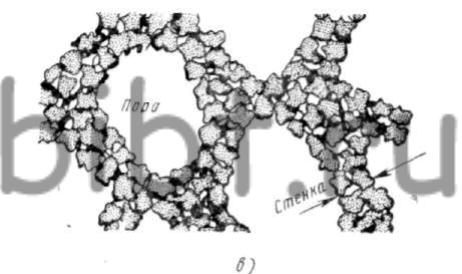
Рис. 4. Структура шлифовального круга:
а - закрытая, б - открытая, в - высокопористая
На рис. 4 схематично показаны шлифовальные круги одной и той же зернистости, изготовленные на одной и той же связке, но имеющие разную структуру. Чем плотнее структура, тем больше приходится зерен на единицу поверхности и меньше связки и пор. В открытой структуре количество пор в круге больше и абразивные зерна располагаются дальше друг от друга.
Изготовляются структурные круги, т. е. круги с заранее заданной структурой.
Структура кругов обозначается номерами. Шкала структуры кругов состоит из 12 номеров. Каждый номер характеризуется соотношением объемов и взаимным расположением зерен, связки и пор в круге.
Структуре круга 5 твердостью СМ1 соответствует объем зерен, составляющий 52%, объем связки 9% и объем пор 39%.
Структура круга 6 той же твердости характеризуется следующими объемами: зерен - 50%, связки-11%, пор -39%.
Объем зерен у структуры 1-60%, у структуры 12-38%. Уменьшение объема зерен у каждой последующей структуры происходит на 2%.
В настоящее время применяются высокопористые шлифовальные круги, имеющие структуры 13-18. У этих кругов количество пор, их размеры больше, чем у обычных кругов. Поверхность таких кругов напоминает губчатое тело. Они значительно меньше по плотности, чем структурные круги. Высокопористый круг меньше засаливается и, кроме того, большие поры позволяют воздушному потоку, образующемуся при шлифовании, охлаждать режущие зерна и тем самым улучшать режущую способность круга. Такими кругами можно обрабатывать закаленные и незакаленные стали, мягкие вязкие материалы - медь, латунь, пластмассы, кожу и т. д. Зернистость высокопористых кругов должна быть на 1 - 2 номера меньше, чем у обычных. Например, обычный круг имеет зернистость 40, а высокопористый должен иметь зернистость 25 или 16.
При выборе структуры круга нужно руководствоваться следующими соображениями.
Круги плотной структуры № 1, 2, 3, 4 предназначаются для обработки твердых материалов, для чистовых и доводочных работ, обеспечивающих получение малой шероховатости.
Круги средней структуры № 5, 6, 7, 8 предназначаются для обработки металлов с высоким сопротивлением разрыву.
Круги открытой структуры № 9, 10, 11, 12 предназначаются для обработки вязких металлов с низким сопротивлением разрыву. При этом шлифованная поверхность получается шероховатой, но обеспечиваются лучший отвод стружки и лучшие условия охлаждения. Круг изнашивается значительно.