
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Электроконтактная сварка.
Электроконтактная сварка подразделяется на точечную, шовную или роликовую и стыковую (сопротивлением и оплавлением).
Точечная
сварка производится пропусканием тока большой силы через электроды,
между которыми зажаты наложенные внахлестку свариваемые детали.
Большое сопротивление в местах прохождения тока вызывает быстрый
нагрев свариваемого металла, после чего детали сдавливают, сближая
контакты. Последние изготовляют из тепло- и электропроводных
материалов (медь и ее сплавы). Для одноточечной и многоточечной
сварки применяют особые машины, в частности и автоматические с
электрическими, пневматическими и гидравлическими приводами.
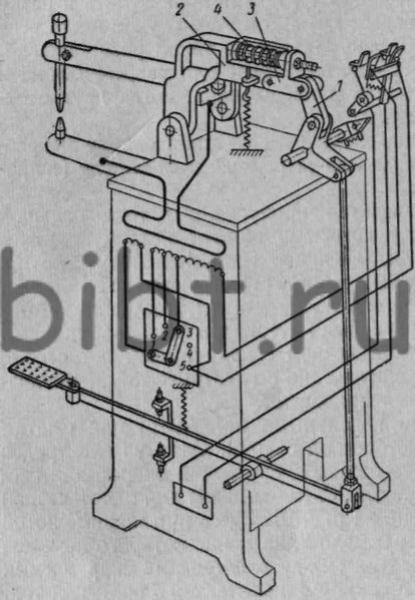
Рис. 91. Схема машины для точечной сварки
Машины с ручными или педальными приводами для сжатия электродов служат для одноточечной сварки. Один из электродов подвижный, а другой — неподвижный, служащий опорой для свариваемых элементов конструкции. Схема машины для одноточечной сварки типа АТП 75 показана на рис. 91. Здесь при нажиме ногой на педаль рычаг 1 качает коромысло 2, на конце которого помещен верхний электрод. После сжатия между электродами свариваемых элементов серьга 3 сжимает пружину 4 и контактор 5 включает ток. В конце хода педали контактор размыкается и ток выключается. К электродам машин для точечной сварки подводится ток большой силы (десятки тысяч ампер), но низкого напряжения (2—10 в). Процесс сварки протекает очень быстро.
В настоящее время точечная сварка является основным способом осуществления соединений элементов многих сложных конструкций. Например, при изготовлении кузовов легковых автомобилей в массовом производстве производится сварка на многоточечных автоматах и полуавтоматах по несколько тысяч точек на каждом кузове. Производительность каждой из таких сварочных машин до 10 000 точек в час.
Шовная (роликовая) сварка основана на том же принципе, что и точечная. Однако здесь осуществляется непрерывный шов на Деталях, соединяемых внахлестку.
На машинах для шовной электроконтактной сварки применены роликовые электроды, между которыми при их вращении продвигаются свариваемые листы со скоростью 0,5—3,5 м/мин.
Стыковая электросварка подразделяется на сварку сопротивлением и сварку оплавлением. В первом случае после пропускания тока до приведения металла на стыках свариваемых элементов в пластическое состояние их сдавливают при выключенном токе.
Лучшее качество и большая производительность достигается при сварке оплавлением. Сварка таким способом может производиться с непрерывным или с прерывистым оплавлением металла на стыках. В первом случае после доведения свариваемых элементов до соприкосновения при слабом давлении пропускают ток и после разогрева места сварки элементы сжимают при включенном токе.
Сварка с прерывистым оплавлением произ-водится путем чередования нескольких кратко-временных плотных и не-плотных контактов свариваемых стыков, а затем непрерывным оплавлением и сдавливанием стыка. Последний способ применяют для материалов, трудно поддающихся сварке при при-ведении их в пластическое состояние, а также, когда для непрерывного оплавления требуется большая мощность оборудования.
Сваркой оплавлением можно с большой производительностью осуществлять соединения встык элементов конструкций из металлов, трудно поддающихся сварке сопротивлением.
Стыковая сварка обеспечивает получение очень прочных соединений и может осуществляться с большой производительностью, что служит причиной ее широкого распространения в крупносерийном и массовом производствах.