
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Газовая сварка и резка металлов.
При газовой сварке расплавление металла происходит за счет тепла, образующегося при горении смеси кислорода с горючими газами (ацетилена, водорода и др.) или с парами керосина и бензина. Чаще всего для газовой сварки применяют ацетилен, при сгорании которого развивается температура до 3200° С.
Для газовой сварки и резки металлов применяют горелки, в которые кислород и горючий газ обычно подаются из соответствующих баллонов, где они находятся в сжатом состоянии. Рабочее давление горючих газов 50 кн/м2, давление кислорода 300 кн/м2 (3 кГ/см2). Понижение давления газа осуществляется в редукторе.
В некоторых случаях ацетилен получают не в баллонах, а выделяют из карбида кальция путем его разложения водой в ацетиленовых генераторах. Последние бывают трех видов: «карбид на воду», «вода на карбид» и «контактные».
Сварочные горелки, применяемые при газовой сварке, предназначаются для смешения горючего газа с кислородом и для образования сварочного пламени. Эти горелки по способу подачи горючего газа в камеру смещения разделяются на инжекторные и безынжекторные. Первые (низкого давления), применяемые чаще вторых, имеют инжекторы, в которых струя кислорода, проходя с большой скоростью, образует разрежение в ацетиленовых клапанах, что влечет за собой всасывание ацетилена в горелку. Горелки снабжают сменными наконечниками.
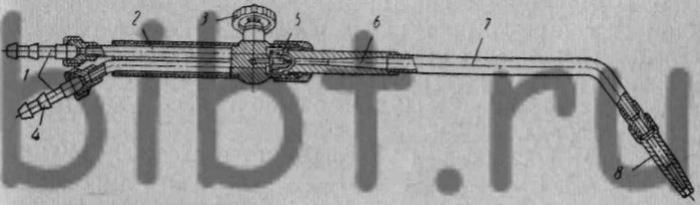
Рис. 92. Инжекторная горелка
На рис. 92 показана конструкция инжекторной газовой горелки марки СУ 48, применяемой для сварки металлов толщиной 0,5—30 мм. Ацетилен через ниппель поступает по трубке 4, а кислород через ниппель 1 по трубке 2. Газы поступают в смесительную камеру 5, далее через инжектор 6 в трубку 7 и мундштук 8, у выхода которого образуется пламя. Регулирование подачи газа производится вентилями 3.
Газовая сварка может производиться одним из двух способов: плавлением или газопрессовым. В первом случае так же, как и при дуговой электросварке, применяют присадочный материал в виде прутка, конец которого расплавляют в пламени головки. При газопрессовой сварке производят нагрев стыков свариваемых Деталей многопламенными горелками до перехода металла в пластическое состояние, а затем сдавливают подобно тому, как это делается при стыковой электросварке. Такой способ применяют при сварке встык труб, валов и т. п.
При сварке плавлением различают левый и правый способ в зависимости от того, в каком направлении перемещают горелки и присаживаемый материал. Сварщик в правой руке держит горелку, а в левой — присадочный материал. Поэтому при левом способе впереди горелки перемещается присадочный материал, при правом — он перемещается за горелкой. Левый способ применяют при сварке элементов с малым сечением. Правый более производительный и экономичный — при сварке элементов толщиной более 5 мм. Кроме того, способ перемещения влево или вправо зависит от свариваемых металлов.
Газовая резка производится путем сжигания металла в кислороде, который выходит струей из газовой горелки-резака и выдувает сгоревшие частицы металла. Предварительно металл в месте реза прогревается пламенем смеси кислорода и ацетилена. Во время горения при резе металла его нижележащие слои прогреваются теплом, выделяющимся при горении.
Этот способ резки применим в тех случаях, когда температура плавления разрезаемых металлов выше температуры плавления их окислов. Последние должны быть достаточно жидкотекучи в расплавленном состоянии, чтобы можно было их легко удалять из реза струей кислорода.
Давление кислорода в газовых резаках 300—1400 кн/м2 (3—14 кГ/см2). Ширина реза 2—10 мм. Такой способ резки может производиться вручную, а также на полуавтоматических и автоматических машинах.