
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Шероховатость поверхности. Отклонения профиля.
Эксплуатационные свойства деталей машин существенно зависят от качества поверхности. В понятие качества входит:
шероховатость;
микроструктура и физико-механическое состояние поверхностного слоя;
остаточные напряжения.
Рис. 14. Отклонения профиля
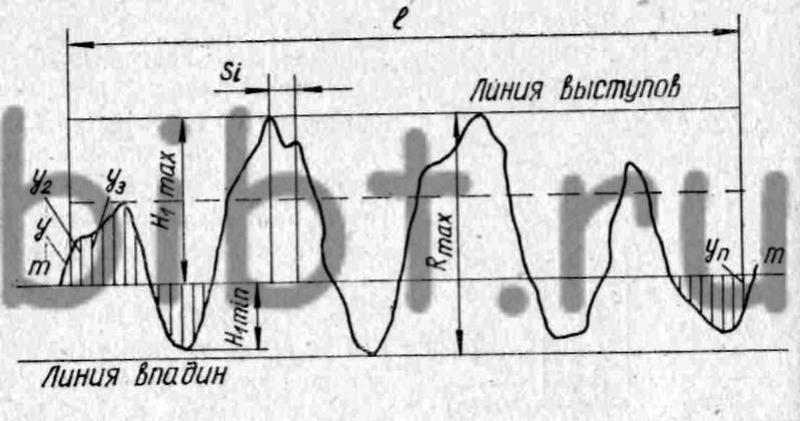
Шероховатость поверхности оценивают по неровностям профиля, получаемого в нормальном сечении поверхности. Ее рассматривают в пределах ограниченного участка — базовой длины l.
Отсчет отклонений профиля определяют от средней линии m—m— линии, имеющей форму номинального профиля и проведенной так, чтобы в пределах базовой длины среднее квадратическое отклонение измеряемого профиля от средней линии было минимальным (рис. 14).
Для количественной оценки и нормирования шероховатости поверхности ГОСТ 2789-73 устанавливает следующие показатели:
R max — наибольшая высота неровностей профиля — расстояние между линией выступов и линией впадин в пределах базовой длины;
Ra — среднее
арифметическое отклонение профиля — среднее арифметическое
абсолютное значение отклонений профиля от средней линии:
Rz—высота
неровностей по десяти точкам — сумма средних
арифметических абсолютных отклонений точек пяти наибольших максимумов
и пяти наибольших минимумов: 
Sm — средний
шаг неровностей профиля — среднее арифметическое значение шага
неровностей профиля в пределах базовой длины: 
Числовые значения параметров шероховатости могут выбираться в следующих пределах: среднее арифметическое отклонение профиля Ra — от 0,008 до 1000 мкм; высота неровностей профиля, наибольшая высота неровностей H max и средний шаг неровностей по вершинам S — от 0,002 до 12,5 мкм.
Рис. 15. Обозначения шероховатости: 1 — параметр шероховатости, 2 — знак, 3 — вид обработки поверхности или другие дополнительные указания, 4 — полка знака, 5 — базовая длина
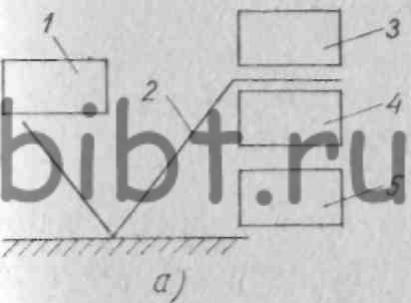
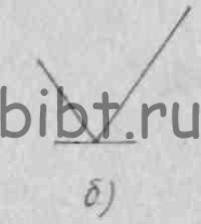
Обозначения шероховатости поверхности установлены ГОСТом 2.309-73, входящим в систему ЕСКД. Знак, обозначающий шероховатость, а также месторасположение значения параметра (или параметров) и данных, содержащих дополнительные требования, показаны на рис. 15, а.
Если в обозначении содержится только значение параметра, то знак не имеет полки.
Если вид обработки поверхности конструктором не устанавливается, то знак шероховатости поверхности имеет вид, представленный на рис. 15, б.
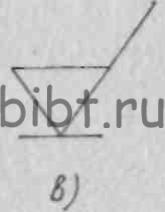
Знак на рис. 15, в обозначает шероховатость поверхности, которая должна быть образована резанием или другим видом обработки с удалением слоя материала.
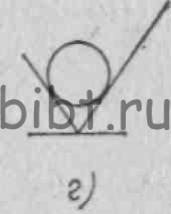
Знак на рис. 15, г — шероховатость поверхности, образованной без удаления слоя материала (литьем, ковкой, прокатом и т. п.) и не обрабатываемой по чертежу.
Шероховатость указывают в обозначении:
для параметров Ra — без символа, например 0,32,
для параметров Rz, R max и др.— после соответствующего символа, например Rz 40, R max 80.
Если на чертеже изображено изделие, часть или все обрабатываемые поверхности которого должны иметь одинаковую шероховатость, то в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости и знак, изображенный на рис. 15,б.
Это означает, что все поверхности, на которые не нанесены обозначения шероховатости, или знак, изображенный на рис. 15, г, должны быть сделаны с одинаковой шероховатостью.
Шероховатости поверхности, достигаемые обработкой на токарных станках, приведены в табл. 9.
Таблица 9 Шероховатости поверхностей, достигаемые при обработке на токарных станках
| Способ
обработки |
Шероховатость
поверхности (по ГОСТ 2789-73) |
||||||
| Rz 160 | Rz 80 | Rz 40 | Rz 20 | 2,5 | 1,25 | 0,63 | |
| Точение и растачивание: | |||||||
| черновое | X | X | X | ||||
| чистовое | X | X | X | ||||
| отделочное | X | X | X | ||||
| Сверление | X | X | X | ||||
| Зенкерование | X | X | X | ||||
| Развертывание | X | X | |||||