
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Методы обработки конических поверхностей.
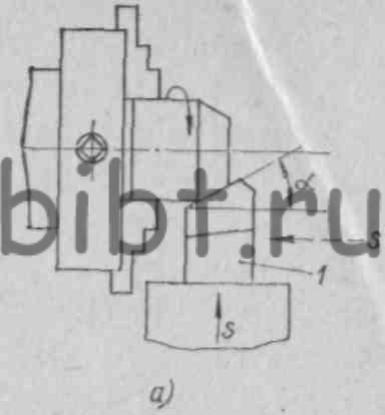
Наружные и внутренние конусы длиной до 15 мм обрабатывают резцом 1, главная режущая кромка которого устанавливается под требуемым углом а к оси конуса, осуществляя продольную или поперечную подачу (рис. 30, а). Этот способ применяется в том случае, когда обрабатываемая заготовка жесткая, угол уклона конуса большой, а к точности угла уклона конуса, шероховатости поверхности и прямолинейности образующей не предъявляют высоки требований.
Рис. 30. Методы обработки конической поверхности
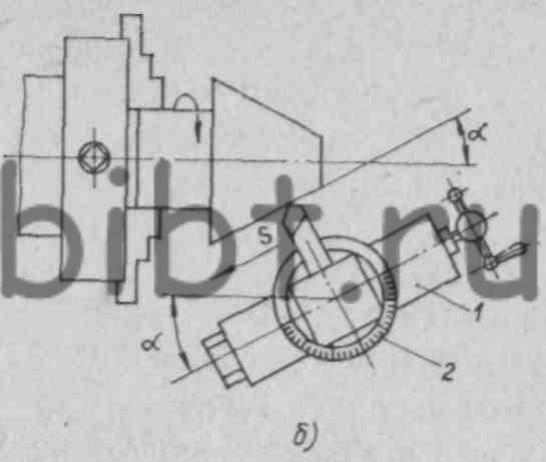
Внутренние и наружные конусы небольшой длины (но длиннее 15 мм) при любом угле наклона обрабатывают при повернутых верхних салазках (рис. 30,б). Верхние салазки суппорта 1 устанавливают под углом в осевой линии станка, равным углу уклона обтачиваемого конуса, по делениям на фланце 2 поворотной части суппорта. Угол поворота отчитывается от риски, нанесенной на поперечных салазках суппорта.
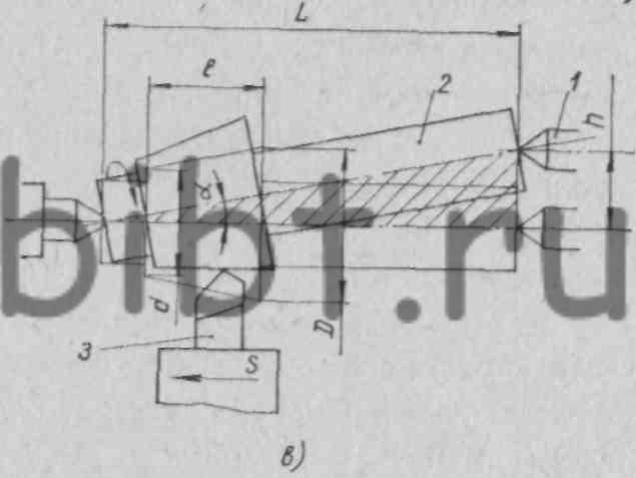
Обработка наружных конусов при смещенной задней бабке применяется для заготовок относительно большой длины с малым углом уклона (рис. 30, в). Заготовку 2 при этом закрепляют только в центрах 1. Учитывая неизбежность износа центровых поверхностей даже при малых углах уклона конуса, обработку ведут резцом 3 в два приема. Сначала обрабатывают конус начерно. Затем производят подправку центровых отверстий. После этого осуществляется чистовое обтачивание. Для уменьшения разработки центровых отверстий в таких случаях успешно применяют центры с вершинами в виде шаровой поверхности. Поперечное смещение задней бабки допускается обычно не более чем на 1/5 часть длины заготовки.
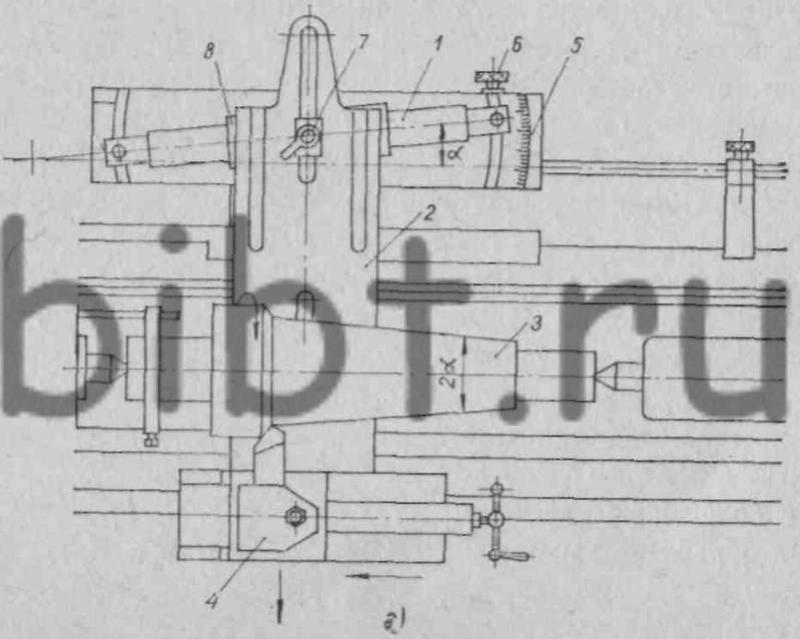
Обтачивание наружных и внутренних конических поверхностей при помощи универсальной копирной линейки применяется при обработке заготовок любой длины с малым углом уклона конуса, примерно до 12° (рис. 30, г). Копирная линейка 1 устанавливается на плите 5 параллельно образующей обтачиваемой конической поверхности, верхняя часть суппорта 4 при этом поворачивается на 90°. Отсчет угла поворота линейки при наладке производится по делениям (миллиметровым или угловым), нанесенным на плите 5. Плита крепится при помощи кронштейнов к станине станка. После поворота линейки вокруг оси на требуемый угол а она закрепляется гайкой 6. В пазу линейки расположена ползушка 7, жестко соединенная с поперечными салазками 2 суппорта. При точении резец вместе с суппортом перемещается в продольном направлении и под действием ползушки, скользящей в прорези линейки,— в поперечном направлении. При этом будет обтачиваться коническая поверхность с углом при вершине 2а. Угол поворота линейки должен быть равен углу уклона конуса. Если шкала линейки имеет миллиметровые деления, то поворот линейки определяется по одной из следующих формул:
где h — число миллиметровых делений шкалы копирной линейки; Н — расстояние от оси вращения линейки до ее торца, на котором нанесена шкала; D — наибольший диаметр конуса; d—наименьший диаметр конуса; tga — угол наклона конуса; К —конусность
(К= (D-d)/l ); l — длина конуса.
При а>12° используют так называемый комбинированный метод обработки, при котором угол наклона разбивается на два угла: a1 =11—12°; a2 =a - a1. Копирную линейку устанавливают на угол a1 = 12°; а заднюю бабку смещают для обработки конической поверхности с углом наклона a2=a— 12°.
Способ обработки конических поверхностей при помощи копирной линейки достаточно универсален и обеспечивает высокую точность, а наладка линейки удобна и производится быстро.
Независимо от способа обработки конуса резец устанавливают точно на высоте центров станка.