
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>ГЛАВА XI МОНТАЖ ФРЕЗЕРНЫХ И ЗУБОНАРЕЗНЫХ СТАНКОВ
§ 56. Монтаж фрезерных станков, поступающих в собранном виде
Фрезерные станки нормальной точности в зависимости от массы и конструкции могут быть установлены на пол цеха, на устроенные в полу утолщенные бетонные ленты (ленточные фундаменты) или на специально проектируемые фундаменты обычного типа.
На пол цеха устанавливают станки массой до 10—15 т со станинами жесткими и средней жесткости (l/h < 7 - 8, где l — длина, h — высота сечения станины). Толщину бетонной ленты (подстилающего слоя пола) определяют из расчета на прочность и назначают не менее 150 мм. На пол и утолщенные бетонные ленты можно устанавливать станки и массой до 30 т.
Для фрезерных станков разных типов применяют следующие виды монтажа:
с креплением анкерными болтами — станки, не требующие перестановки, используемые в широком диапазоне режимов резания (в том числе обдирочные), а также предназначенные для работы на тяжелых режимах;
без крепления болтами с подливкой опорной поверхности станин цементным раствором — большая часть станков, не требующих частой перестановки; станки, требующие перестановки, а также используемые на тяжелых режимах резания;
без крепления болтами и без подливки опорной поверхности станин — станки, требующие частой перестановки, используемые на нетяжелых режимах резания;
на упругих нежестких перекрытиях, в частности на резинометаллических опорах,— станки, требующие частой перестановки, используемые на нетяжелых режимах резания.
У фрезерных станков, устанавливаемых на клиньях без подливки или на резинометаллических опорах, частота собственных колебаний часто оказывается близкой частоте возмущений, действующих при работе фрезами большого диаметра с относительно небольшим числом зубьев и большим сечением стружки. Достаточно большая интенсивность нагрузки и возникающие колебания станин затрудняют работу на станке и отрицательно сказываются на его долговечности. Поэтому фрезерные станки, предназначенные для работы твердосплавным инструментом на обдирочных режимах, крепят фундаментными болтами.
В машиностроении примерно 30% горизонтально-фрезерных вертикально-фрезерных и универсально-фрезерных станков устанавливают с креплением анкерными болтами; около 20% устанавливают на полу цеха без крепления болтами и без подливки. Станки, установленные без крепления болтами и без подливки, в основном используются на грубых операциях либо они работают на заниженных режимах резания (предельные режимы резания занижают на 10—15% по сравнению с закрепленными).
Фрезерные станки в основном транспортируют с завода-изготовителя в собранном виде или со снятыми крупногабаритными узлами.
Фрезерные станки, особенно с программным управлением, следует устанавливать в здании после завершения всех основных строительных работ. Это требование обусловлено тем, что длительное бездействие на фундаменте приводит к коррозии обработанных поверхностей, а продолжающиеся рядом строительные работы могут вызвать выход из строя отдельных узлов и системы программного управления.
Фрезерные станки, прибывшие в ящиках, следует распаковать вблизи от места установки. Подъем и установку станков на фундамент нужно производить осторожно.
Как правило, заводы-изготовители в паспорте станка или инструкции по обслуживанию указывают места и способы увязки стропов для транспортировки станков (рис. 64).
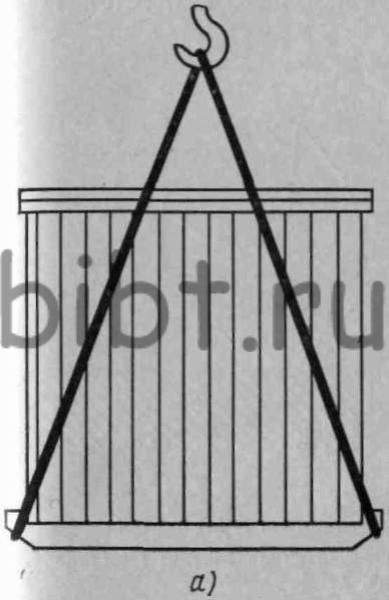
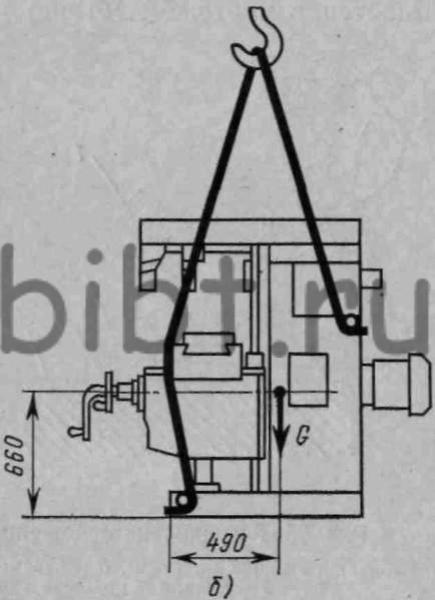
Рис. 64. Зачаливание фрезерного станка для транспортировки: а — упакованного в ящик, б — распакованного