
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Многоцелевой вертикальный сверлильно-фрезерно-расточный станок модели ГДВ 400ПМ1Ф4
На рис. 10.25 изображен общий вид многоцелевого вертикального сверлильно-фрезерно-расточного станка модели ГДВ 400ПМ1Ф4 с крестовым столом, с числовым программным управлением и автоматической сменой инструмента и заготовок.
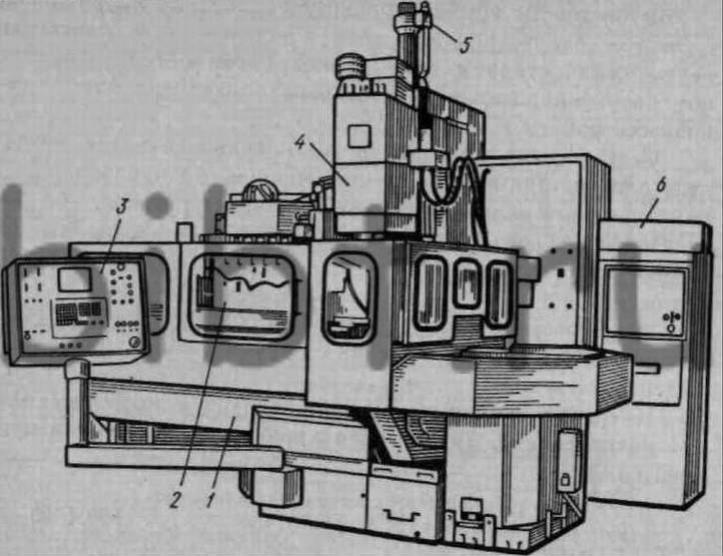
Рис. 10.25. Многоцелевой вертикальный сверлильно-фрезерно-расточный станок мод. ГДВ 400ПМ1Ф4:
1 — станина, 2 — стол, 3 — пульт управления, 4 — шпиндельный узел, 5 — электропривод шпиндельного узла, 6 — электрошкаф
Станок предназначен для высокопроизводительной обработки деталей особо сложной конфигурации. На нем можно производить сверление, зенкерование, развертывание и растачивание точных отверстий, связанных между собой координатами, фрезерование по контуру с линейной и круговой интерполяцией, нарезание резьб метчиками.
Конструкция станка позволяет выполнить контурное фрезерование (в режиме программного управления) двумя подачами: стола (поперечная) и шпиндельной бабки (вертикальная) и салазок (продольная).
Автоматизированная система обрабатываемых деталей из двухместного загрузочного устройства дает возможность многостаночного обслуживания с совмещением времени установки и обработки детали. Класс точности станка — П.
Управление станком осуществляется системой числового программного управления типа CNC по программе.
Программируемые перемещения: поперечное и продольное — стола, вертикальное — шпиндельной бабки.
Шпиндельный узел смонтирован на прецизионных подшипниках качения, что обеспечивает длительное сохранение точности, повышенную жесткость и виброустойчивость.
Высокоточные комбинированные закаленные направляющие с лентой из фторопласта для продольного и поперечного перемещений стола и шпиндельной бабки обеспечивают точное позиционирование и длительное сохранение точности в процессе работы.
Электрические приводы подач подвижных узлов раздельные, с тиристорным управлением широкого диапазона, позволяют изменять величину подачи в процессе резания.
Переключение скоростей шпинделя в каждом из двух механических поддиапазонов производится во время резания без остановки.
Стол крестовый и шпиндельная бабка перемещается с помощью винтовых пар качения с применением датчиков линейных перемещений.
Централизованная смазка направляющих подвижных узлов автоматизирована. Техническая характеристика станка приведена ниже.
Размер рабочей поверхности стола и поворотного спутника (длина X ширина); мм .. 630X400
Перемещение, мм:
шпиндельной бабки - 630
стола -400
поперечное - 400
продольное - 630
Частота вращения шпинделя, мин^-1 - 40—4000
Подача, мм/мин:
шпиндельной бабки 5—2000
стола 20—2000
Скорость быстрых перемещений шпиндельной бабки, стола, мм/мин 10000
Число гнезд в инструментальном магазине 30.