
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Гибкие производственные системы.
Гибкие производственные системы (ГПС) — наиболее эффективное средство автоматизации серийного производства, позволяющее переходить с одного вида продукции на другой с минимальными затратами времени и труда.
ГПС позволяет снизить потребность в квалифицированных станочниках и станках, повысить качество продукции. Производительность станков с ЧПУ, входящих в ГПС, в 1,5—2 раза выше суммарной производительности такого же количества индивидуально работающих станков с ЧПУ.
Гибкая производственная система — это комплекс технологических средств, состоящих из одного-двух (не более) многоцелевых станков с ЧПУ или других металлорежущих станков с ЧПУ, оснащенных механизмами автоматической смены инструмента, автоматической смены заготовок и транспортирования их со склада до зоны обработки с помощью различных транспортных средств, например самоходных роботизированных тележек. Этот комплекс связан с единым математическим обеспечением, способствующим работе оборудования в автоматическом режиме с минимальным участием человека.
ГПС оснащены современными системами ЧПУ, управляющими перемещениями механизмов станка, инструментом, транспортом, си стемами загрузки — выгрузки. Такие системы ЧПУ имеют дисплеи, помогающие оператору увидеть отклонения в работе станка, мониторные устройства, обеспечивающие диагностирование режущего инструмента, контроль размеров обрабатываемых заготовок непосредственно на станке и т. д.
Действующие в настоящее время гибкие автоматические системы значительно различаются по уровню технических возможностей. Рассмотрим, например, схематические планировки четырех вариантов ГПС с различными техническими возможностями (рис. 10.30).
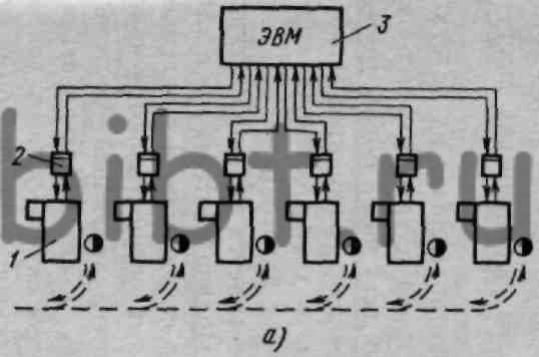
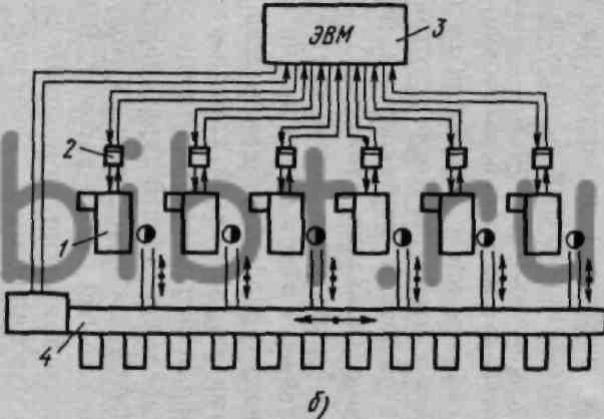
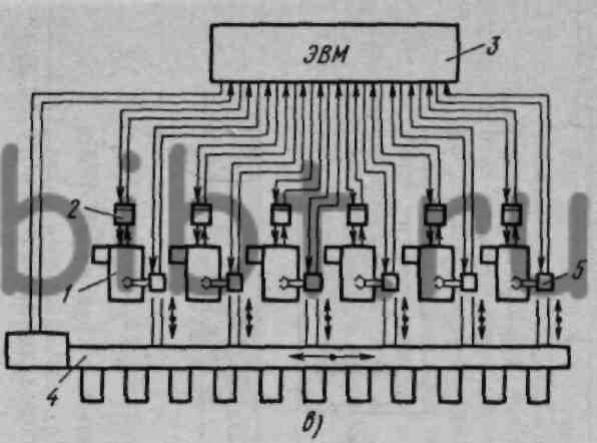
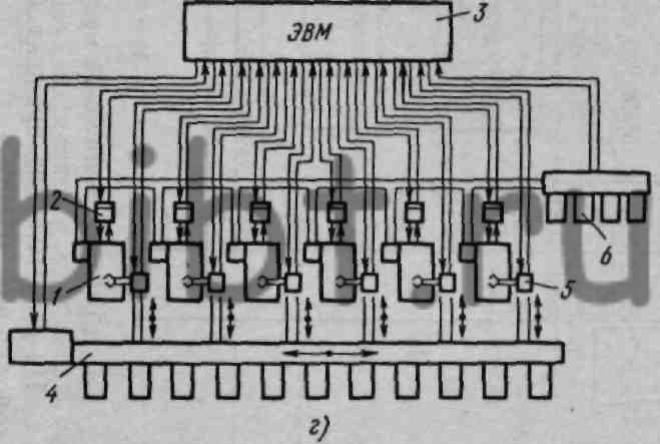
Рис. 10.30. Варианты построения ГПС:
1 — станки с ЧПУ, 2 — пульты ЧПУ, 3 — ЭВМ, 4 — транспортно-складирующая система, 5 — промышленные роботы, 6 — система обеспечения инструментом
Вариант «а» представляет собой участок станков с ЧПУ работой которых управляет центральная ЭВМ. Эта же ЭВМ планирует загрузку станков на участке и управляет работой ремонтной службы. Транспортирование заготовок, деталей инструментов и их складирование выполняются с помощью обычных неавтоматических средств. Установка и снятие заготовок на станках осуществляются рабочими.
Вариант «б» отличается от варианта «а» только наличием автоматической транспортно-складирующей системы заготовок и деталей.
По варианту «в» дополнительно используются промышленные роботы, заменяющие операторов.
Наконец, в варианте «г» реализованы все функции развитого ГПС: управление станками с предварительным проектированием и программированием процессов обработки, автоматическое транспортирование, а также установка и снятие заготовок, планирование работы участка, автоматическое обеспечение станков инструментами с помощью второй транспортно-складирующей системы.
Основной составной единицей при создании гибких производств является комплекс оборудования или так называемый гибкий (автоматический переналаживаемый) производственный модуль, представляющий собой комплекс взаимосвязанных машин:
а) металлорежущий станок;
б) промышленный робот;
в) местное транспортно-накопительное устройство для подачи заготовок и удаления деталей, а также для накопления их запаса у станка.
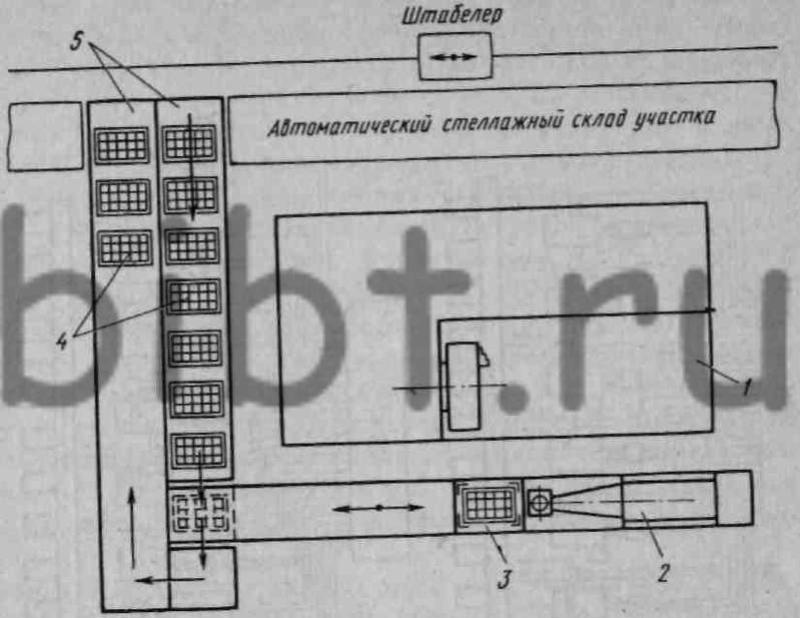
Рис. 10.31. Технологический модуль конструкции ЭНИМСа
На рис. 10.31 изображена схема технологического модуля конструкции ЭНИМСа.
Заготовки в специальных контейнерах 4 (прямоугольные ящики с ячейками) подаются на правую ветвь кольцевого транспортера-накопителя 5, откуда они периодически поступают на тележку 3 робота 2.
Робот берет из ячейки заготовки, устанавливает их на станок 1, снимает после обработки со станка и укладывает в те же ячейки контейнера. Когда заготовки всех ячеек обработаны, тележка робота с контейнерами переходит в крайнее левое положение (показано пунктиром). Здесь стол освобождается от деталей и получает новый контейнер с заготовками.
Контейнер с готовыми деталями передается на левую ветвь кольцевого транспортера-накопителя. Подача контейнеров с заготовками на кольцевой транспортер-накопитель и удаление с него контейнеров с готовыми деталями осуществляются краном-штабелером общей транспортно-складирующей системы ГПС. Такой производственный модуль может использоваться и как отдельный станок-автомат. В этом случае обслуживание кольцевого транспортера-накопителя осуществляется обычным краном или вилочным погрузчиком.
Гибкие производственные модули обычно применяются при изготовлении деталей типа тел вращения. Этому способствует геометрическое подобие заготовок таких деталей.
Контрольные вопросы
1. Как можно сократить основное и вспомогательное время при работе на сверлильных станках?
2. Расскажите, в чем сущность групповой обработки деталей на сверлильных станках?
3. Какие приспособления применяются для групповой обработки деталей на сверлильных станках?
4. Что подразумевается под понятием «частичная автоматизация» сверлильных работ, в чем она заключается? Приведите примеры.
5. Как можно добиться полной комплексной автоматизации основных и вспомогательных процессов обработки отверстий?
6. Какие станки называются обрабатывающим центром и их основное преимущество?
7. В чем достоинство гибких производственных систем? На какие типы они делятся?