
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
7.5. Специализированные сверлильные станки.
Станки для глубокого сверления предназначены для сверления глубоких отверстий в сплошном материале и растачивания глубоких или сквозных отверстий в валах, распределительных валиках, колоннах гидропрессов и в других подобных деталях, когда глубина сверления или растачивания в 10 и более раз превосходит их диаметр.
Станки для глубокого сверления относят к группе специализированных станков.
Конструкция станков для глубокого сверления зависит от характера выполняемой обработки, предъявляемых к ней требований, длины и диаметральных габаритов детали, а также от ряда других факторов. В связи с тем, что условия обработки глубоких отверстий очень разнообразны, на производстве встречается большое число типов станков для глубокого сверления.
Станки могут быть одно- и двусторонними, т. е. предназначенными для обработки отверстий с одной или двух сторон одновременно.
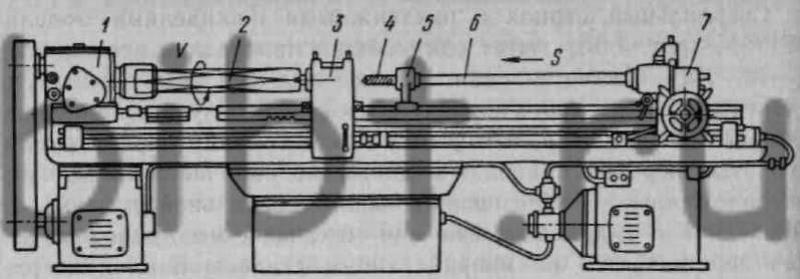
Рис. 7.17. Горизонтально-сверлильный станок для глубокого сверления вращающихся деталей
На рис. 7.17 показан станок для глубокого сверления, когда обрабатываемая деталь вращается со скоростью резания v (м/мин), а режущий инструмент перемещается со скоростью подачи S (мм/мин). Заготовка 2 получает вращение от шпиндельной бабки 1 и поддерживается люнетом 3. Режущий инструмент 4 с полой штангой 6 движется с опорой 5 от задней бабки 7. Охлаждающая жидкость, подаваемая через штангу 6 к инструменту 4, одновременно выносит стружку по каналу между штангой и отверстием.
В станке для глубокого сверления, на котором большие тяжелые заготовки остаются во время обработки неподвижными, режущий инструмент получает вращательное и поступательное движение.
При сверлении отверстия диаметром 40—60 мм охлаждающая жидкость в количестве 200—400 л/мин подводится под давлением 2—4 МПа.
Отметим, что у полых валов глубокое сверление производят после предварительной токарной обработки наружных поверхностей, так как для выверки при установке заготовки на станке перед глубоким сверлением должны быть подготовлены базы.