
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
§ 2. Техника безопасности в формовочных отделениях
Основные технологические операции.
В формовочных отделениях литейных цехов мелкосерийного и единичного производства все еще применяется ручной труд при переносе опок, уплотнении смесей трамбовками, при изготовлении форм и доставке их на участок заливки расплавом.
На участках сушки форм в воздушную среду рабочих зон могут выделяться газы, а также избыточное конвекционное и лучистое тепло от сушильных печей. В формовочных отделениях механизированных литейных цехов крупносерийного и массового производства источниками образования шума являются пневматические встряхивающие машины. Производственный шум обусловлен ударами металлических деталей машин и выхлопами сжатого воздуха. На участках окраски и сборки форм в воздух рабочих зон выделяется пыль, образующаяся при использовании сжатого воздуха для пульверизации краски и. выдувания сора из полостей форм.
При производстве отливок в химически твердеющих формах по CO2-процессу воздушная среда формовочных отделений может загрязняться углекислым газом (CO2).
Мероприятия по оздоровлению условий труда.
Создание здоровых условий труда в формовочных отделениях обеспечивается комплексом санитарно-технических, профилактических и организационных мероприятий, характеристика которых приводится ниже.
В формовочных отделениях применяют механическую приточную вентиляцию, которая сочетается с естественной, осуществляемой через фрамуги фонарей на крыше и оконные проемы. Общий механический приток воздуха сосредоточивают на участках формовки и сборки форм, на смежных участках заливки и выбивки форм устраивают местную механическую вытяжную вентиляцию и воздушное душирование. В отделениях формовки, изолированных от участков заливки и выбивки форм, обеспечивают механический приток воздуха на рабочие места сверху вниз под углом 20—30° к горизонту со скоростью до 10 м/с.
Для перемещения модельных плит и опок на машины, стержней —на участок сборки форм под заливку и выполнения других тяжелых работ используют тележечные, подвесные конвейеры и машины, действующие полуавтоматически и автоматически. Разработка манипуляторов, которая ведется в настоящее время, позволит полностью освободить рабочих от утомительного ручного труда.
Процессы сушки и подсушки форм исключают внедрением в производство химически твердеющих форм и жидких самотвердеющих смесей, что позволило не применять в формовочных отделениях сушила, являющиеся источником выделения вредных газов и тепла.
Основными источниками производственного шума в формовочных отделениях являются пневматические встряхивающие машины. Для снижения уровня шума эти машины заменяют прессовыми, используют виброизолирующие фундаменты, заменяют пневматические приводы формовочных и других машин гидравлическими и пневмогидравлическими, выхлопные клапаны пневматических приводов выводят за пределы цеха, встраивают в формовочные машины амортизирующие и звукогасящие прокладки, глушители и амортизаторы, применяют средства индивидуальной защиты (см. § 6 гл. I).
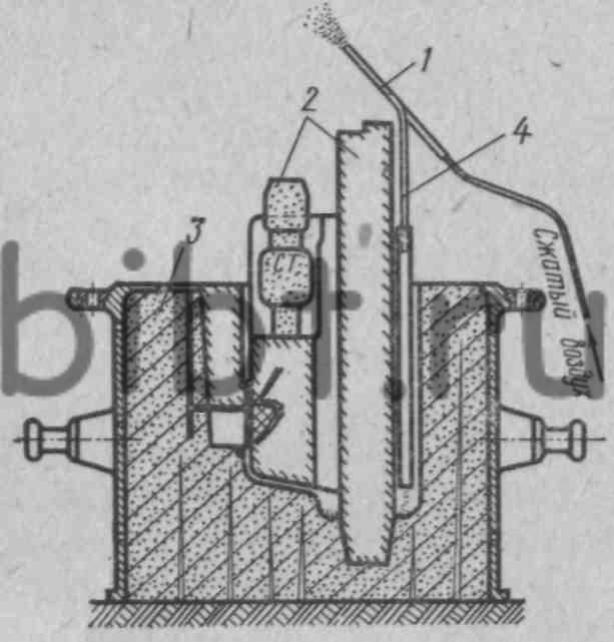
Рис. 9. Схема отсоса пыли из литейных форм:
1 — насадка для выброса пыли, 2 — стержни, 3 — литейная форма, 4 — пылесос
В формовочных отделениях используют увлажненные смеси, что значительно снижает запыленность воздуха рабочих зон. Для уменьшения пылеобразования на сборочных участках обдувку сжатым воздухом заменяют отсосом пыли из полостей форм пылесосами (рис. 9), пульверизационную окраску рабочих поверхностей литейных форм заменяют окраской кистями.
Травматизм в формовочных отделениях.
Травмы (ушибы, ожоги, ранения рук и других частей тела) могут быть нанесены рабочим формовочных отделений в случае отсутствия зазора между рычагами машины и полом на машинах с перекидным столом, при перемещении откатной тележки на машинах с поворотной плитой, падающими полуформами во время поворота или перекидывания их на машинах, в случае неисправности зажимных приспособлений, самопроизвольного включения механизмов и др.
Травмы могут быть вызваны также невнимательностью рабочих и нарушением ими правил техники безопасности. Например, рабочий должен следить, чтобы его рука или нога не оказалась в опасной зоне работающих машин: между полуформой и прессовой колодкой, между встряхивающим и перекидным столом и другими частями машины. Рабочий должен строго соблюдать очередность выполнения действий по управлению машиной, так как, например, при включении прессового механизма до установки в рабочее положение траверсы (на машинах 226, 226М—268) рабочий может получить травму выброшенным из цилиндра поршнем. Более тяжелые травмы рабочих могут иметь место при включении механизмов переворота или перекидывания стола (на машинах 253М—255, 231—237) без закрепления на них полуформы. В практике работы формовочных отделений также встречаются тяжелые травмы рабочих, вызванные нарушением правил пользования сжатым воздухом, например случайно направленная в лицо человека струя воздуха может привести к потере зрения и слуха.
Требования безопасности к оборудованию.
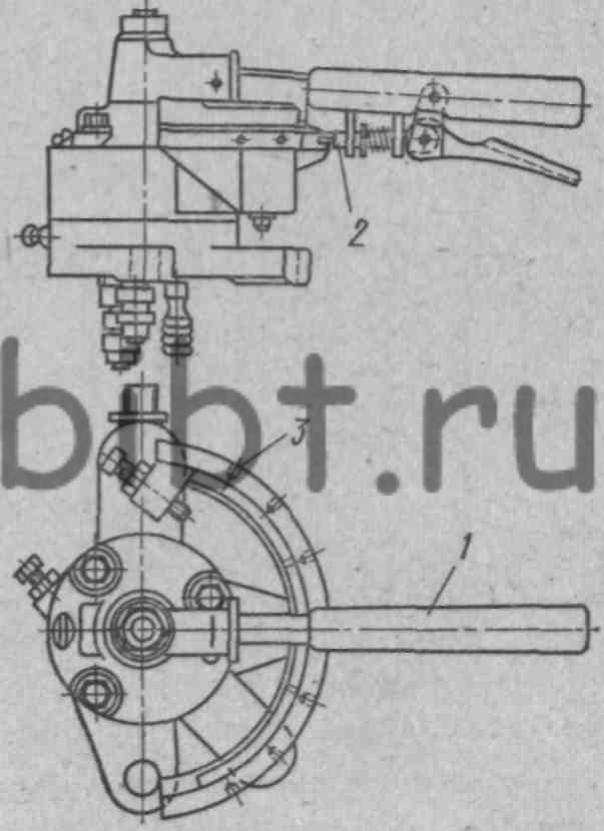
Рис. 10. Пусковой кран пневматической формовочной машины с предохранительным упором:
1 — рукоятка, 2 — штифт, 3 — отверстия под штифт
Для обеспечения безопасности труда конструкции формовочных машин и пескометов должны отвечать указанным ниже требованиям.
1. В пневматических формовочных машинах должна предусматриваться система электричёской блокировки механизмов;
пусковое устройство для включения движущихся частей машины должно приводиться в действие обеими руками, чтобы одна из рук не смогла оказаться в опасной зоне соединения приводных деталей;
пусковое устройство может быть размещено также на некотором расстоянии от машины, с тем чтобы отдалить рабочего от ее движущихся частей, во избежание случайного включения механизма машины, пусковые рукоятки 1 (рис. 10) должны ограждаться предохранительной дугой или иметь специальные предохранительные штифты 2, входящие в одно из отверстий 3 неподвижной части корпуса воздухораспределителя;
в фундаменте машин 231—237 с перекидным столом во избежание попадания рабочего в зазор между опущенными рычагами механизма поворота стола и полом должно быть предусмотрено специальное ограждение;
чтобы не произошло падение полуформы при повороте плиты, формовочные машины 253М—255 должны снабжаться пневматическими зажимами;
с той же целью используемые на машинах 231 — 237 модельные плиты должны иметь накидные запоры опок или штыри с прорезями для установки клиньев;
откатные тележки формовочных машин 845—847 должны ограждаться со стороны рельсовых путей и с боков;
во избежание падения рабочих-формовщиков в полу у основания формовочных машин должны предусматриваться решетки, через которые ссыпающаяся из опок смесь попадает на расположенный ниже уровня пола цеха ленточный уборочный транспортер, смонтированный в туннеле.
2. В формовочных пескометах должны быть выносной пульт управления, предупредительная звуковая сигнализация, извещающая о пуске механизмов машин в работу, надежная защита электропроводки передвижных пескометов от механических повреждений, электрическая блокировка, ограничивающая передвижение пескомета в конечных точках пути, и виброизоляция кресла оператора;
метательная головка пескометов должна быть надежно ограждена кожухом, предохраняющим рабочего от травм в случае возможного разрыва ротора, а также от бокового выброса смеси;
колеса тележек передвижных пескометов должны ограждаться со стороны рельсовых путей и с боков;
рамы консольных пескометов (на случай поломки оси) должны иметь опорные устройства, расположенные на расстоянии 10 мм от головки рельса.
3. В установках приготовления ЖСС, учитывая наличие в формовочной смеси феррохромового шлака, должны обеспечиваться удаление воздуха из бункеров в объеме, равном полутора объемам материала, подаваемого в бункер в единицу времени, и герметизация дозаторов с отсосом воздуха в зоне загрузки и выдачи материала со скоростью 0,5 м/с и герметизация смесителя с отсосом воздуха в объеме, обеспечивающем скорость его истечения в отверстиях 0,7 м/с.
Правила безопасного проведения работ.
Для обеспечения безопасности труда рабочие формовочных отделений должны соблюдать следующие основные требования:
каждый рабочий должен твердо знать содержание производимых им операций и строго соблюдать установленную последовательность их выполнения;
нельзя использовать модельные плиты с изогнутыми направляющими штырями, без наличия исправных цапф или других элементов, обеспечивающих надежность зацепления плит чалочными средствами;
работая на встряхивающе-прессовых формовочных, машинах 266М—268 с рамочным съемом полуформы, необходимо следить за исправным состоянием замка, предназначенного для хвостовика стойки траверсы, хвостовик должен входить в замок до упора и без ударов;
при работе на встряхивающе-прессовых формовочных машинах 266М—268 разрешается впускать сжатый воздух под поршень прессового механизма только после установки траверсы в рабочее положение, так как при резком подъеме прессового поршня может произойти повреждение ограничителей хода, а при отведенной в сторону траверсе поршень может оказаться выброшенным из цилиндра машины;
нельзя включать механизмы переворота плиты или перекидывания стола, не убедившись в том, что полуформы надежно закреплены на столе машин 253М—255 или 231—237, во время перекидывания стола формовщик должен находиться на безопасном расстоянии от поворотно-вытяжного механизма;
необходимо систематически проверять прочность крепления лопастей метательной головки пескомета;
нельзя производить чистку формовочных машин и пескометов во время их работы;
переходить напольные тележечные конвейеры разрешается только по специальным мостикам, для подхода к которым вдоль конвейера должны быть установлены проходные галереи шириной не менее 1 м;
запрещается работать пневматической трамбовкой, у которой отсутствует приспособление, предупреждающее вылет бойка, перед работой необходимо проверить надежность крепления шланга к трамбовке и трубопроводу цеховой магистрали;
опоки необходимо складывать в штабеля высотой не более 1,5 м, при этом площадь пола должна быть горизонтальной, ровной и утрамбованной, а ширина проходов между штабелями должна быть не менее 1,6 м;
при сборке форм необходимо применять только хорошо высушенные стержни с открытыми вентиляционными каналами, что предупреждает выброс расплава из формы во время ее заливки;
во избежание утечки расплава по разъему формы при заливке необходимо надежно скреплять части формы грузом, скобами или другим способом.
Входящий в состав смеси ЖСС феррохромовый шлак является вредным веществом. Поэтому работу с ферро-хромовым шлаком могут выполнять только специально подготовленные и имеющие допуск к данной работе лица. При работе с ЖСС необходимо строго соблюдать особые правила техники безопасности, оговоренные в специальной инструкции:
запрещается подниматься на обслуживающую площадку во время работы смесителя и работать на смесителях при снятых защитных ограждениях;
загрузка феррохромового шлака в бункер смесителя должна производиться только специальными коробами и с обязательным их закреплением на бункере при помощи струбцин;
регулировку дозатора феррохромового шлака может производить только мастер, при этом должен быть выключен рубильник электрошкафа и вывешена табличка «Не включать, работают люди»;
очистку смесителя от затвердевшей смеси необходимо производить регулярно паром при соблюдении требований специальной инструкции.