
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Глава III
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ СПЕЦИАЛЬНЫХ ВИДАХ ЛИТЬЯ
§ 1. Техника безопасности при литье в кокили, под давлением и центробежном
Технологические процессы.
Эти виды литья осуществляются, на специализированном оборудовании — на кокильных машинах и карусельных установках, на машинах литья под давлением с холодной и горячей камерами прессования, на центробежных машинах с горизонтальной и вертикальной осями вращения формы (изложницы). Характерной особенностью этих методов литья является применение металлических форм: кокилей, пресс-форм и изложниц, которые подвержены нагреву, до высоких (свыше 500°С) температур.
Литье в кокили, под давлением и центробежное сопровождается интенсивным выделением тепла от раздаточных печей расплава, горячих форм и отливок, а также образованием паров воды в процессе охлаждения горячих форм. Последнее особенно характерно для процессов центробежного литья, при которых изложницы охлаждаются водой.
Мероприятия по оздоровлению условий труда.
Улучшение условий труда при литье в кокили, под давлением и центробежном обеспечивается достаточно мощной механической и естественной вентиляцией. На рабочих местах устанавливается местная вентиляция, осуществляемая через кожуха, оборудование, раздаточные печи с расплавом, места хранения и перемещения горячих отливок оборудуются укрытиями. Снижение температуры воздуха в рабочих зонах до установленных санитарных норм достигается устройством систем душирования. Улучшение условий-труда обеспечивается также теплоизоляцией раздаточных печей, системами воздушного и водяного охлаждения металлических форм.
Требования безопасности к технологическому оборудованию.
Для обеспечения
безопасности труда операторов карусельные установки, машины
литья под давлением, Кокильные и центробежные машины должны иметь
не только защитные кожухи на подвижных и вращающихся деталях, но и
ограждения опасных зон. К наиболее опасным зонам центробежных машин
относятся торцы изложниц со стороны заливочной воронки (рис. 17).
Торцы изложниц должны перекрываться специальными кожухами.
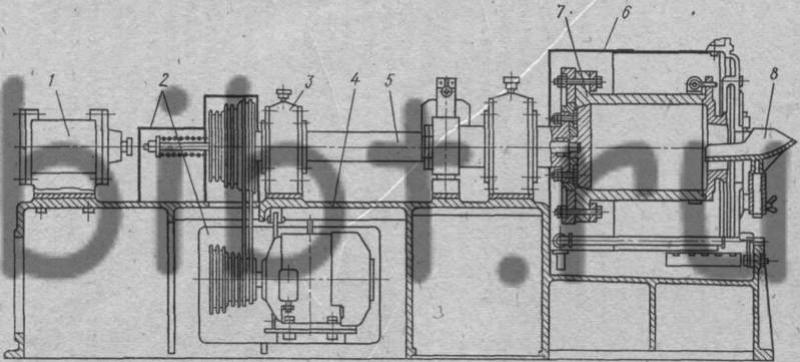
Рис. 17. Машина для центробежного литья с горизонтальной осью вращения:
1 — пневматический цилиндр выталкивателя отливок из изложницы, 2 — ограждения электродвигателя и клиноременной передачи, 3 — опорные подшипники, 4 — станина, 5 — шпиндель, б — кожух изложницы, 7 — изложница, 8 — заливочная воронка
При литье под давлением наиболее опасной зоной является место соединения матриц пресс-форм: при неплотном их запирании возможен выплеск расплава. Для предупреждения несчастных случаев эта зона должна закрываться предохранительным щитком, устанавливаемым на формодержателе или на одной из матриц пресс-формы.
При наличии на участке нескольких машин между ними должны быть установлены оградительные щиты из листовой стали по длине, равной длине машины, и высотой не ниже 2 м. Расстояние между щитом и машиной со стороны обслуживания должно быть не менее 2 м. В конструкцию машин встраиваются блокирующие устройства и системы автоматического управления.
В гидравлических приводах машин для литья под давлением должны использоваться вместо минерального масла водно-эмульсионные и другие неорганические негорючие жидкости. Специальные запорные устройства, замки кокилей и пресс-форм должны обеспечивать плотное соединение матриц и надежное их запирание.
Чтобы предотвратить падение изложниц с роликовых опор, они при вращении должны прижиматься сверху предохранительными роликами.
Конструкции устройств для выталкивания отливок должны обеспечивать их легкое извлечение из форм без применения ломиков или других инструментов.
Электрический подогрев матриц кокилей и пресс-форм должен осуществляться напряжением не выше 12 В.
Во избежание взрыва водоохлаждаемые системы кокилей пресс-форм и изложниц должны быть герметичными, при этом должно обеспечиваться надежное соединение их с подводящими и отводящими воду трубами.
Изложницы перед установкой их на центробежную машину должны быть отбалансированы, о чем составляется соответствующий акт. Установка изложниц на машину без акта о их балансировке не допускается.
Правила безопасного проведения работ.
Перед началом работы необходимо проверить надежность закрепления кокилей, пресс-форм и изложниц на машинах, особое внимание обратить на плотность соединения матриц форм, надежность заземления корпуса электродвигателя, защитных кожухов пусковых устройств и другого оборудования.
Проверку технического состояния оборудования необходимо начинать с контроля исправности его деталей и механизмов, вентиляционных и душирующих устройств и заканчивать испытанием оборудования на холостом ходу; при этом особое внимание необходимо обратить на технологическую последовательность и четкость выполнения машинных операций. При центробежном литье необходимо контролировать характер вращения изложниц (наличие или отсутствие биения), работу ручного тормоза и системы заливки расплава (закрепление желоба в центре изложницы по вертикали, открывание и надежность фиксации дверцы в рабочем положении защелкой).
При изготовлении отливок рабочий должен соблюдать следующие правила безопасности труда:
проверить наличие под вытряхными и другими кокилями короба (или склиза) для хранения отливок, короб должен иметь ограждение, исключающее случайное прикосновение рабочих к горячим отливкам;
при заливке форм расплавом необходимо работать в защитных очках;
заливать расплав следует только в подогретые формы, нарушение этого правила может привести к выбросу из форм расплава;
заливая расплав в форму, мерную ложку или ковш необходимо держать слева от себя, при этом рекомендуется стоять в безопасной зоне, т. е. перед машиной (при центробежном литье), сбоку от плоскости соединения матриц кокиля или пресс-формы;
раскрывать матрицы кокилей и пресс-форм разрешается только после завершения процесса формирования отливки; при центробежном литье дверца кожуха с заливочным желобом должна открываться только после полного останова изложницы ручным тормозом и прекращения подачи воды для ее охлаждения.
На автоматизированном оборудовании извлечение отливок из кокилей и пресс-форм производится с помощью специальных устройств (роботов, манипуляторов), которые автоматически укладывают стержни в кокили, передают отливки от машины в пресс для отделения литниковой системы при литье под давлением, выполняют многие другие вспомогательные операции.