
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<предыдущая страница Оглавление книги следующая страница>>Устройство для отсчета перемещений
Другим примером приспособления, улучшающего условия настройки и повышающего точность работы станка, является устройство для отсчета перемещений (рис. 22), предложенное новаторами Одесского завода фрезерных станков им С. М. Кирова.
В большинстве случаев отсчет перемещений рабочих органов на металлорежущих станках осуществляется по лимбам, вращение которых начинается одновременно с началом перемещения этих органов. При этом в результате неизбежных зазоров в системе передач возникают определенные погрешности.
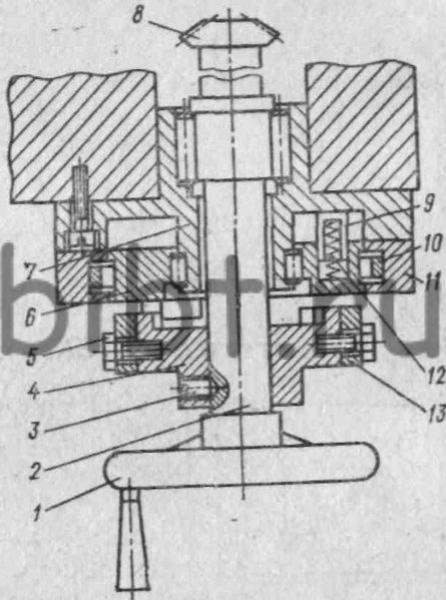
Рис. 22. Устройство для отсчета перемещений
С целью их предотвращения может быть применено указанное устройство. Маховик 1 расположен на входном валу 2 передачи между рабочим органом и лимбом 11. На валу также закреплена шестерня 8, связывающая устройство с механизмом подачи.
Кольцо 13 с кулачками посажено на втулку 4, которая жестко связана с валом 2 посредством стопора 3 и может поворачиваться относительно втулки в пределах паза и фиксироваться на ней винтом 5. Лимб 11 расположен на полумуфте 6 и может вращаться относительно нее.
Он связан с полумуфтой при помощи пластинчатой пружины 10, вставленной в кольцевую канавку между ними. Полумуфта 6 расположена на нониусе 7 и может вращаться относительно него. Между неподвижным нониусом и вращающейся полумуфтой установлен механизм для торможения, состоящий из пальца 9 и пружины 12.
Устройство для повышения точности отсчета перемещений работает следующим образом. Маховик 1 вращают против часовой стрелки, сообщая вращение валу 2, который приводит в движение механизм подач. В течение некоторого времени вал 2 вращается, а рабочий орган не перемещается, так как происходит выборка зазора в системе передач.
Одновременно с вращением вала 2 начинается вращение втулки 4 и зафиксированного на ней кольца 13. Полумуфта 6 с лимбом 11 не вращаются из-за наличия зазора между кулачками. После выборки зазоров между кулачками в системе передач при вращении маховика против часовой стрелки лимб 11 устанавливают в нулевое положение и отсчет перемещений рабочего органа ведут по лимбу 11 и нониусу 7.
Если необходимо произвести перемещение рабочего органа в обратную сторону, маховик вращают по часовой стрелке. В этом случае рабочий орган некоторое время остается неподвижным из-за наличия зазоров в системе передач, и лимб не вращается до полной выборки зазора между кулачками, который должен соответствовать суммарному зазору системы передач. При дальнейшем вращении маховика по часовой стрелке рабочий орган будет перемещаться с одновременным вращением лимба. Отсчет перемещений рабочего органа осуществляется по лимбу. Так как лимб начинает вращаться одновременно с началом перемещения рабочего органа, то при отсчете перемещений в обе стороны исключается погрешность, связанная с наличием зазоров в системе передач.
Использование описанного устройства на универсальном фрезерном станке 6А75ВФ1, оснащенном цифровой индикацией, обеспечило значительное повышение точности его работы, сократило вспомогательное время. Устройство может применяться на любых станках и приборах, содержащих лимбовые и другие отсчетные устройства.
Существенной помехой в работе металлорежущего станка являются также тепловые деформации его частей. Эти явления нарушают точность и стабильность работы. Тепловые деформации могут быть устранены или уменьшены различными способами, в том числе путем отвода тепла, выделяющегося во время работы оборудования. Известно, например, что значительными аккумуляторами, накапливающими тепло в станке, являются масло гидросистемы и СОЖ. Если же в резервуары с этими жидкостями поместить холодильные установки (автоматически включающиеся и выключающиеся), то можно добиться существенного уменьшения тепловых выделений и, следовательно, деформаций станка, и тем самым повысить точность обработки.
При проектировании высокоточных станков принимаются различные конструктивные меры, направленные на устранение деформаций их органов в результате тепловых явлений в процессе работы. Однако это не исключает необходимости соблюдения установленных правил эксплуатации оборудования (особенно прецизионного) для обеспечения нормального температурного режима его работы (недопущение перегрузок и чрезмерного нагрева подшипников, своевременная заливка масла, правильное применение СОЖ и т. д.).