
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<предыдущая страница Оглавление книги следующая страница>>Различные конструкции стандартных устройств для точной настройки режущего инструмента вне станка.
Схема устройства для установки размера вылета фрезы приведена на рис. 25, а. Индикатор 2 закреплен на штангенвысотомере 1. При выполнении особо точных работ индикатор может быть настроен не только по делениям на штанге и нониусе, но и по блоку плоскопараллельных концевых мер.
После выдвижения фрезы 3 на требуемый размер (контролируемый индикатором) ее закрепляют в патроне 4, хвостовая часть которого выполнена в соответствии с отверстием шпинделя применяемого станка.
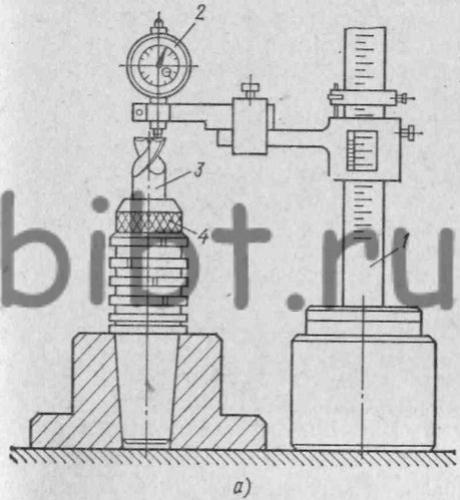
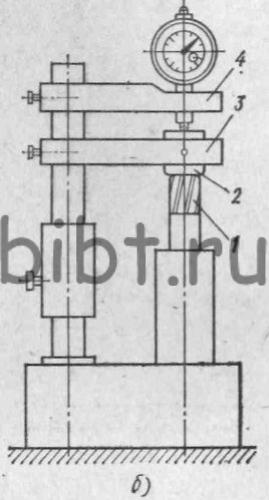
Рис. 25. Схема настройки размера фрезы:
а — высотомером;
б — флажковым индикаторным шаблоном
Схема наладки размера концевой фрезы 1 с помощью другого приспособления индикаторного типа показана на рис. 25, б. Здесь для фрез с державками различной длины используются сменные проставки 2, закрепленные во флажковом упоре 3. Кронштейн 4, несущий индикатор, также может настраиваться на заданную высоту, перемещаясь по круглой направляющей.
Существуют также различные конструкции стандартных устройств для точной настройки режущего инструмента вне станка. Острая необходимость в них появилась особенно при создании многооперационных и других станков с автоматической сменой инструмента. В настоящее время широко используются специализированные измерительные машины и приборы для мерной настройки инструмента, в которых фиксация положения режущей кромки выполняется контактным способом или оптическим визированием посредством микроскопа.
Отечественная промышленность выпускает серийно две модификации устройств для мерной настройки режущего инструмента:
1. Приборы горизонтального исполнения (БВ-2010, БВ-2011, БВ-2012 и БВ-7330), предназначенные для настройки токарных резцов. В них используются окулярные отсчетные микроскопы, посредством которых комплектуются точные инструментальные блоки.
2. Приборы вертикального исполнения (БВ-2013, БВ-2014, БВ-2015 и БВ-2017), предназначенные для настройки вращающегося инструмента.
Опыт многих заводов показывает, что при использовании станков с ЧПУ предварительная размерная настройка инструмента в значительной мере сокращает вспомогательное время и простои оборудования, обеспечивая одновременно высокую точность обработки.
В качестве примера стандартного устройства для предварительной размерной настройки приведем схему прибора БВ-7330, который предназначен для установки резцов в инструментальных оправках станков с ЧПУ по заданным размерам в двух координатах контактным методом.
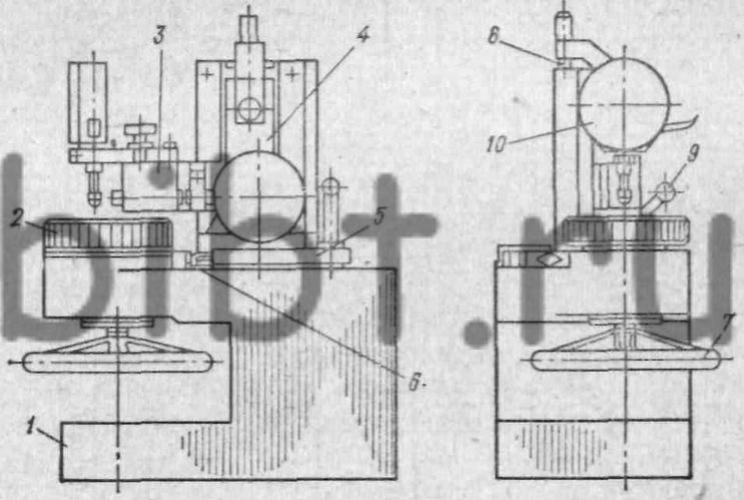
Рис. 26. Схема прибора для предварительной настройки инструмента
Прибор (рис. 26) состоит из измерительного устройства с литым основанием 1, шпинделя 2, щупа 3, вертикальной каретки 4, продольной каретки с кронштейном 5, которая отводится вправо и закрепляется фиксатором 9. В гнездо шпинделя 2 устанавливается оправка с резцом и затягивается маховиком 7. Между базовыми упорами 8 и 6 и каретками устанавливаются блоки концевых мер длины, соответствующие величинам настраиваемых координат.
Продольная каретка снимается с фиксатора и отводится влево до соприкосновения с блоком плиток. Поджим кареток к блокам осуществляется пружинами. Инструмент настраивается по показаниям измерительной головки с ценой деления 0,001 мм.